

Kuumalt müüdav bioväetise granuleerimismasin suure tootlikkusega Hiinast pärit graanuliveski die



Kuumalt müüdav bioväetise granuleerimismasin suure tootlikkusega Hiinast pärit graanuliveski die
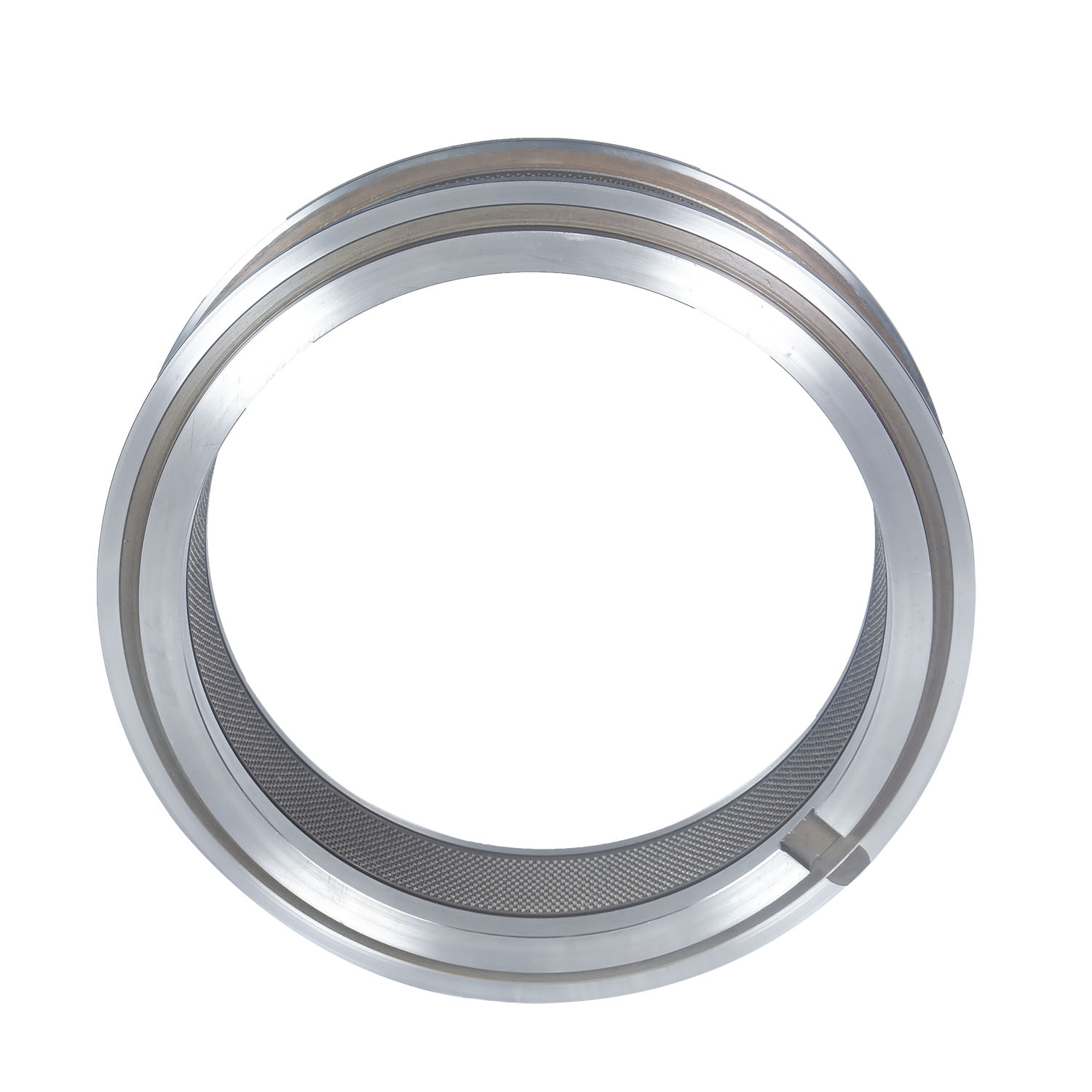
Väetise valem koosneb peamiselt anorgaanilisest väetisest, orgaanilisest väetisest, mineraalväetisest ja nii edasi.Liitväetises sisalduv anorgaaniline väetis, nagu uurea, on rõngasvormi söövitav, rõngasvormi auk ja sisemine koonuse auk on mineraalide poolt tugevalt kulunud, seega tuleks rõngasvormi materjaliks valida roostevaba teras X46Cr13.Liitväetise rõnga stantsi ava on üldiselt suur, vahemikus 3,0–6,0 mm, suure hõõrdeteguri tõttu on auku raske tühjendada, seega on surveaste väike, tavaliselt vahemikus 1:4–1:6.Samas, kuna liitväetis sisaldab baktereid, ei tohi temperatuur ületada 50-60 kraadi, vastasel juhul hukkub vaktsiin kergesti.Seetõttu vajab liitväetis madalat granuleerimistemperatuuri, rõngasvormi paksus on üldiselt õhuke.Kuna liitväetis kulub tõsiselt rõngasvormi auku, on masinat lihtne tootmises blokeerida ja see korrodeerida tõsiselt ka rõngasvormi, mis mõjutab otseselt tootmise efektiivsust ja rõngasvormi kasutusiga.Happy Mould kasutab spetsiaalset tootmisprotsessi ja komposiitpinnatöötlust, et parandada tootmistõhusust ja väetisegraanuli veski lõplikku kasutusiga.

Kui suur on pelletitehase stantsi avanemiskiirus?
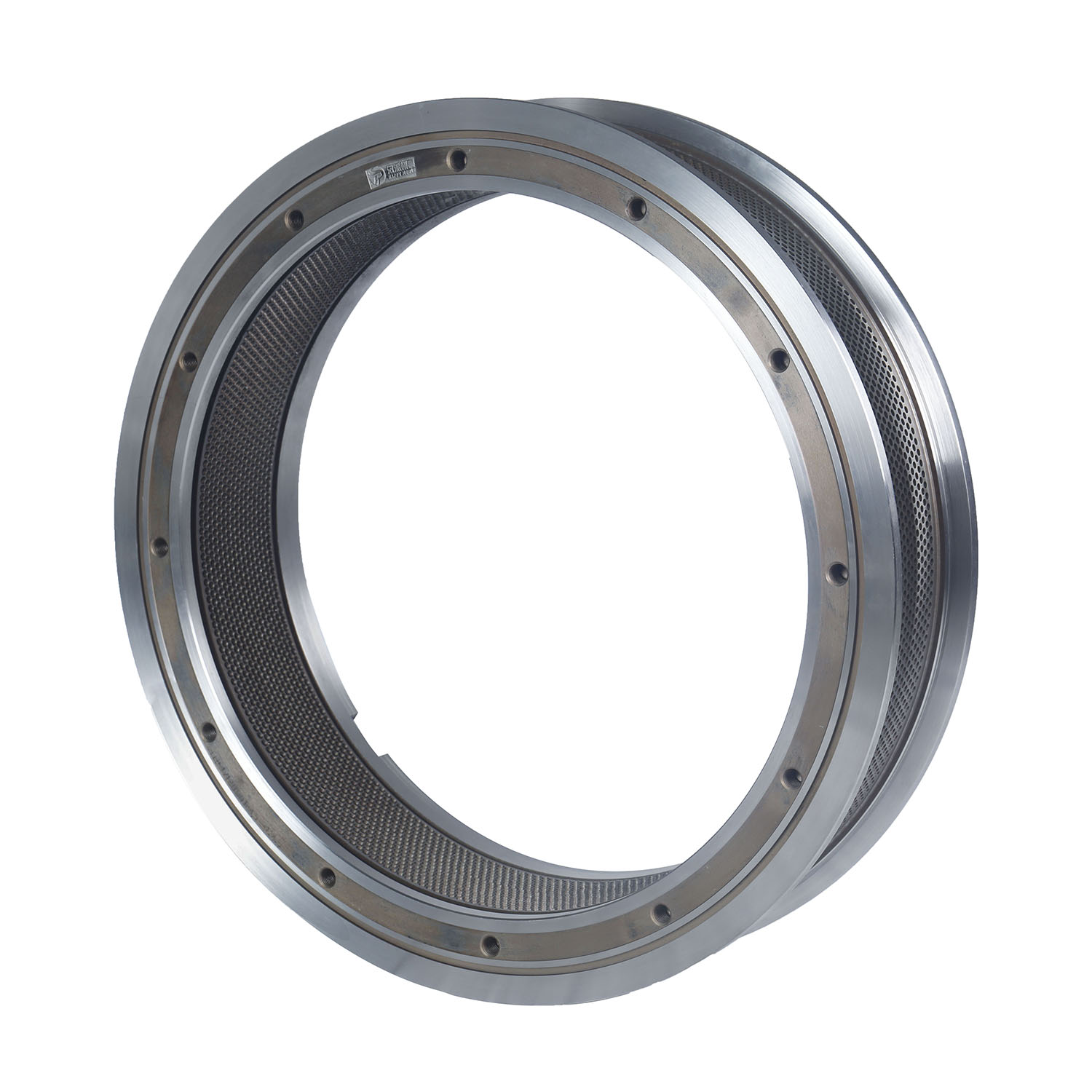
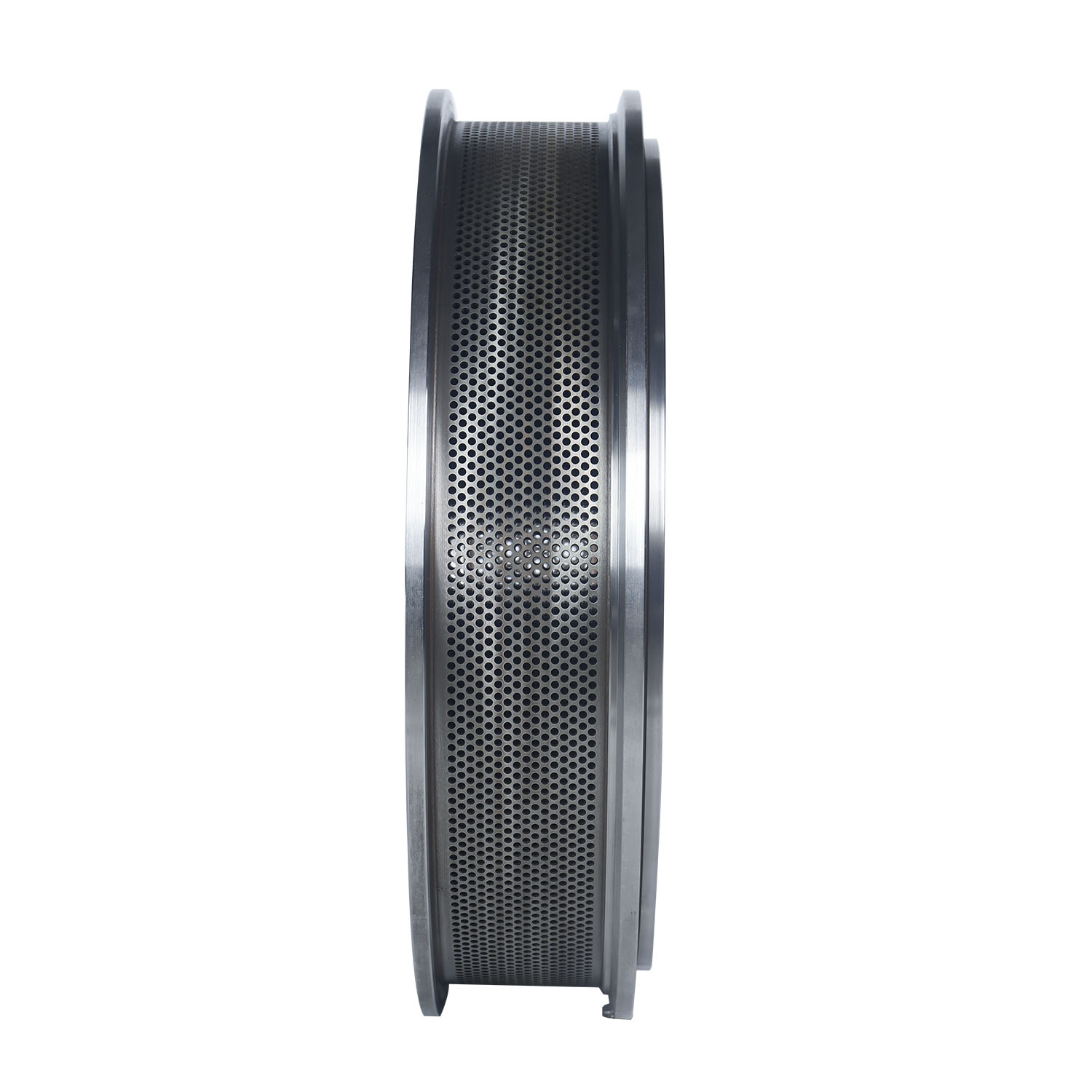
Pelletiveski stantsi avanemiskiirus = [(R/2)2 × π × n] / rõngasvormi tööpiirkond (Pelletivormi siseringi ja pressrulli üksteisest väljapressitud siseringi sisemine pind on rõngasvormi tööpind )
R: rõngasvormi augu suurus, n: rõngasvormi aukude koguarv
Sellest valemist saame aru, et kui augu suurus on määratud, siis mida rohkem auke rõngas on, seda suurem on rõnga avanemiskiirus.
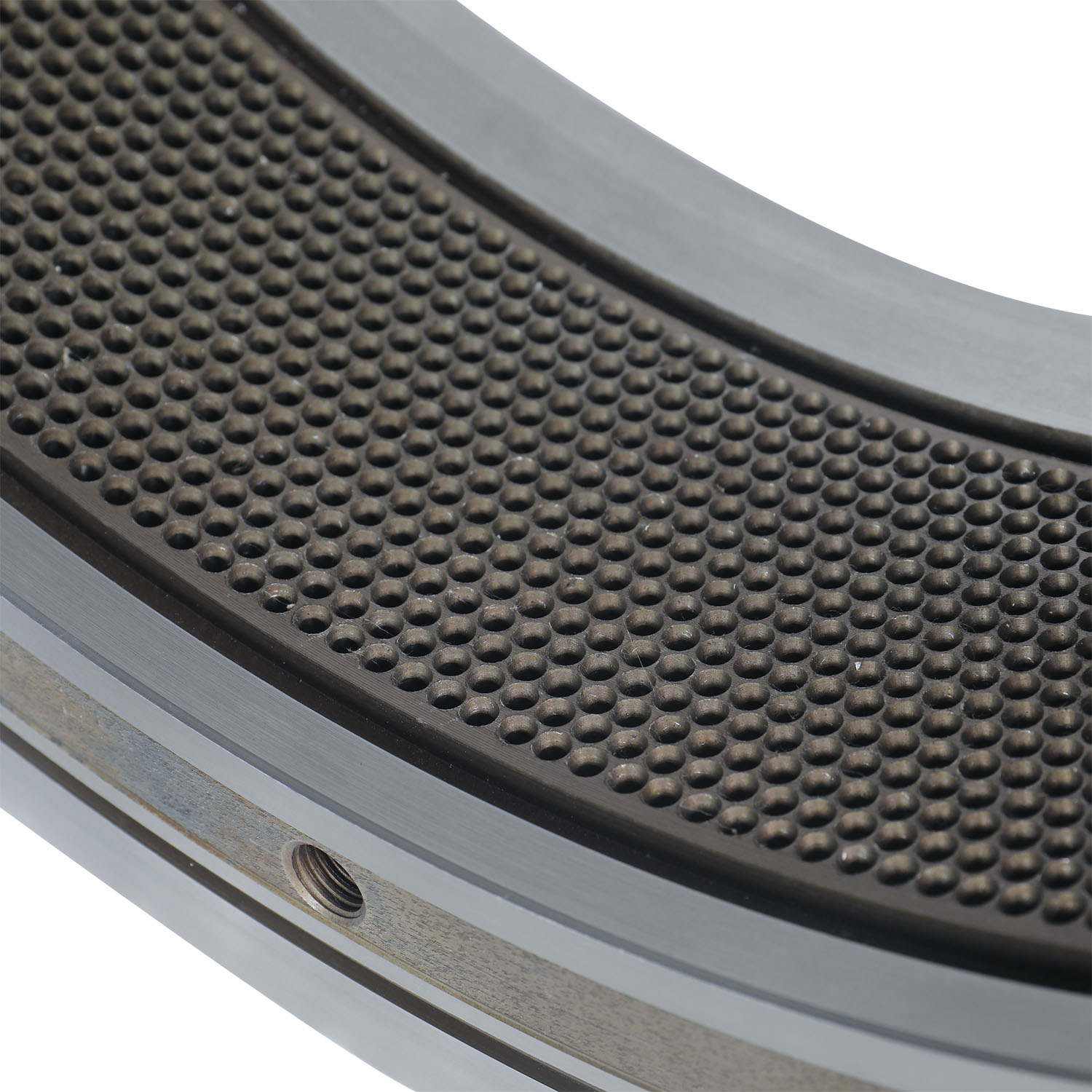
Mis on vabastusauk?
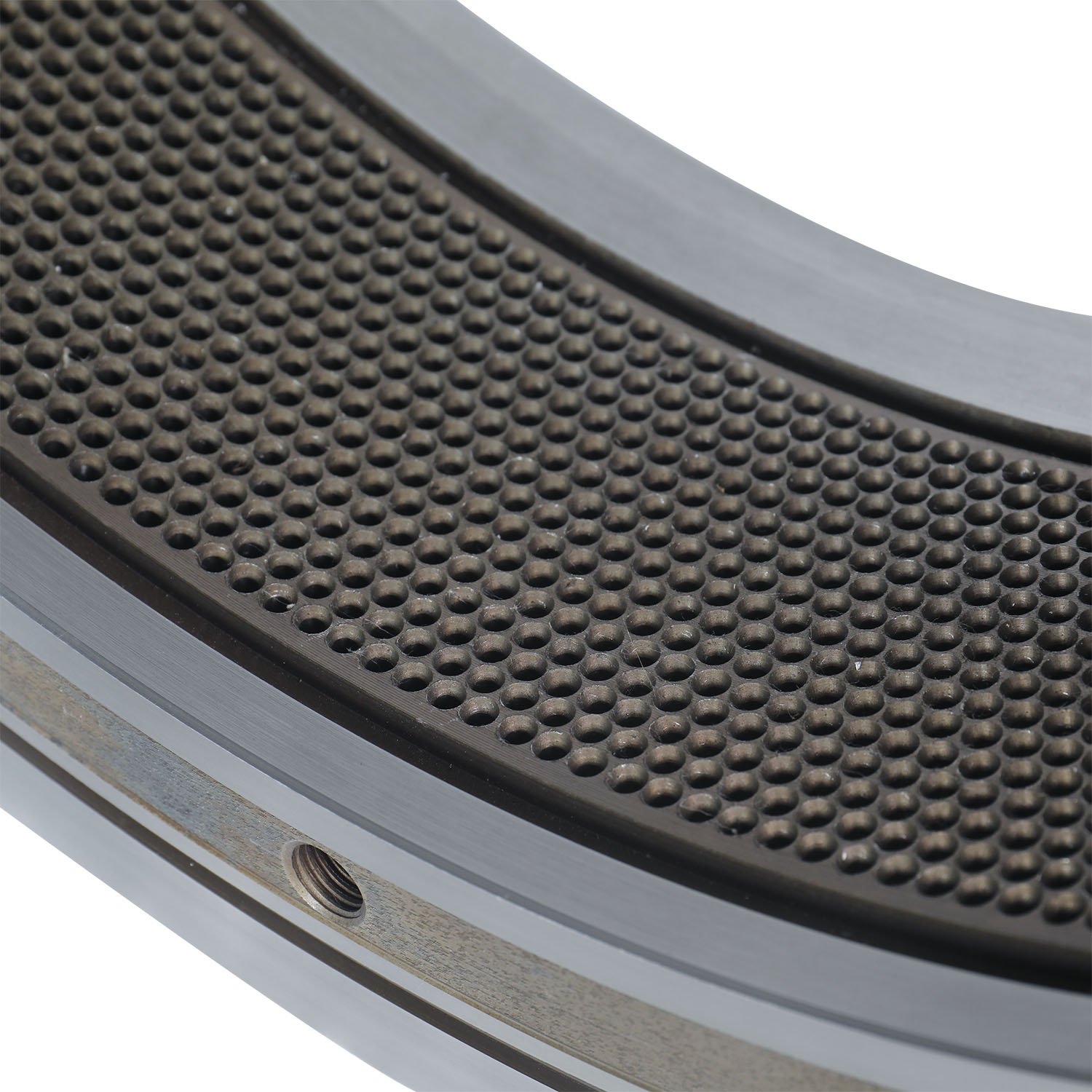
Kontsentriline auk, mille läbimõõt on veidi suurem kui granuleerimisauk ja mis on ühtlaselt jaotunud pelletiveski stantsi välispinnale.
Märkus. Kui surveaste korrutatuna avaga ei saavuta rõngasvormi minimaalset kavandatud paksust, tuleb rõngasvormi paksust suurendada, et see vastaks rõngasvormi ohutusnõuetele. Rõngasvormi paksuse suurendatud osa tuleb töödelda vabastavad augud.

orgaaniline väetis kanasõnniku graanulid
kanasõnniku väetis pelletiveski sureb
orgaanilise väetise pelletisaator
Hiina tootmine Granulator Ring Die