Egur pellet eraztun moldea kalitate handikoa














Egur pellet eraztun moldea kalitate handikoa
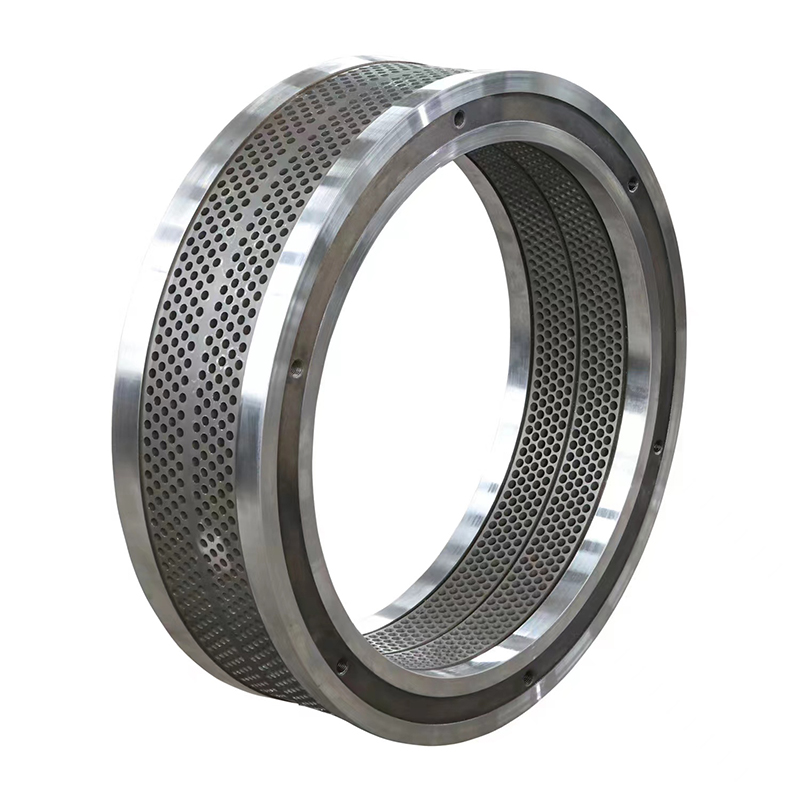
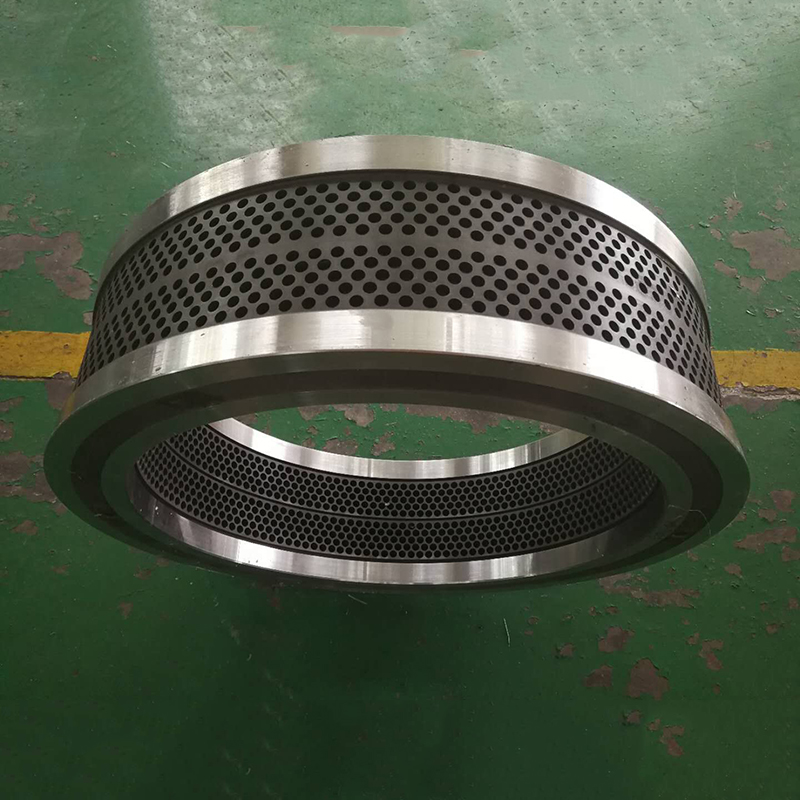
Egurrezko pellet materialerako erabiltzen den pellet errotaren irekidura-tartea 5,0-18,0 mm artekoa da eta luzera-irekidura erlazioa edo konpresio-erlazioa 1:4-1:10 artekoa da.
Egur pellet-makinaren eraztunaren trokelaren konpresio-erlazioa lehengaiaren arabera zehazten da.Lehengai desberdinen konpresio-erlazioa desberdina da, lehengai gogorragoak, konpresio-erlazioa txikiagoa;lehengaiak fluffier, konpresio-erlazio handiagoa .Hau da, fluffier lehengaiak errazago sakatzen eta forma eratzen dira, fluffier lehengaiek zuntz gehiago daukate, zuntz material gehiago edukitzea erraza da forma osatzeko.
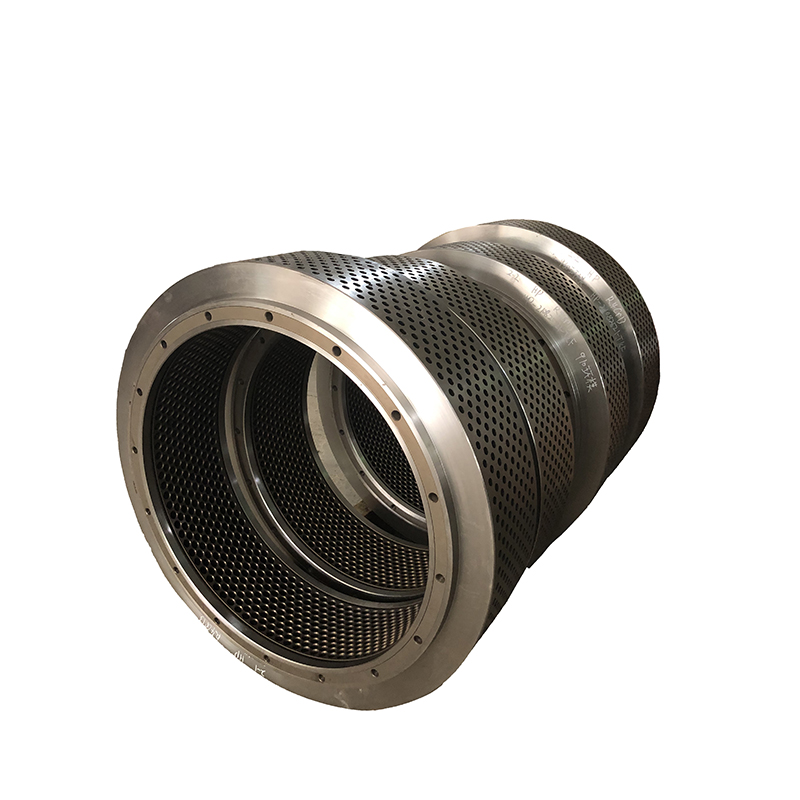
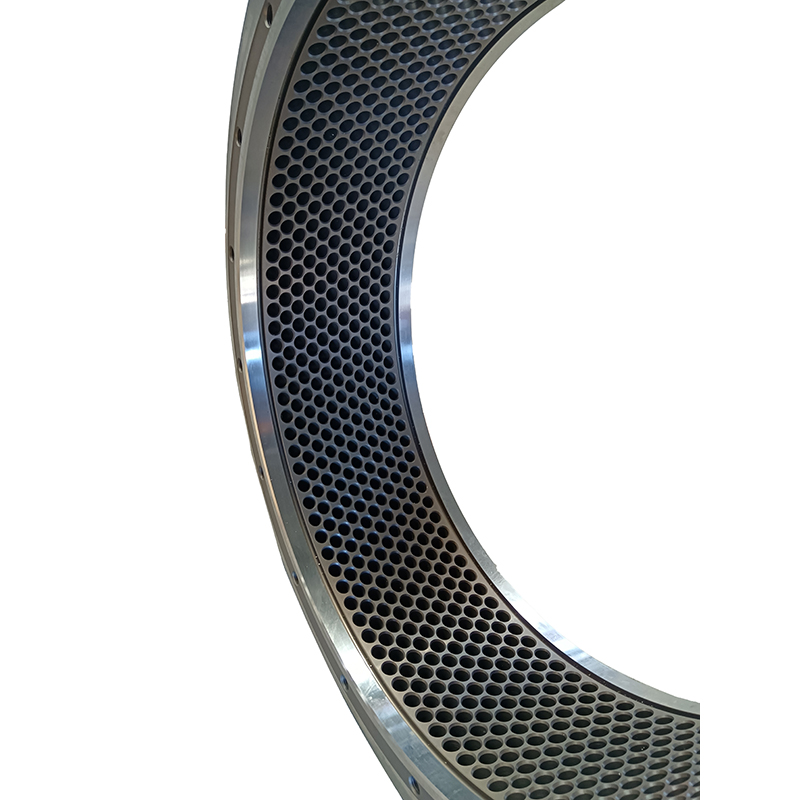
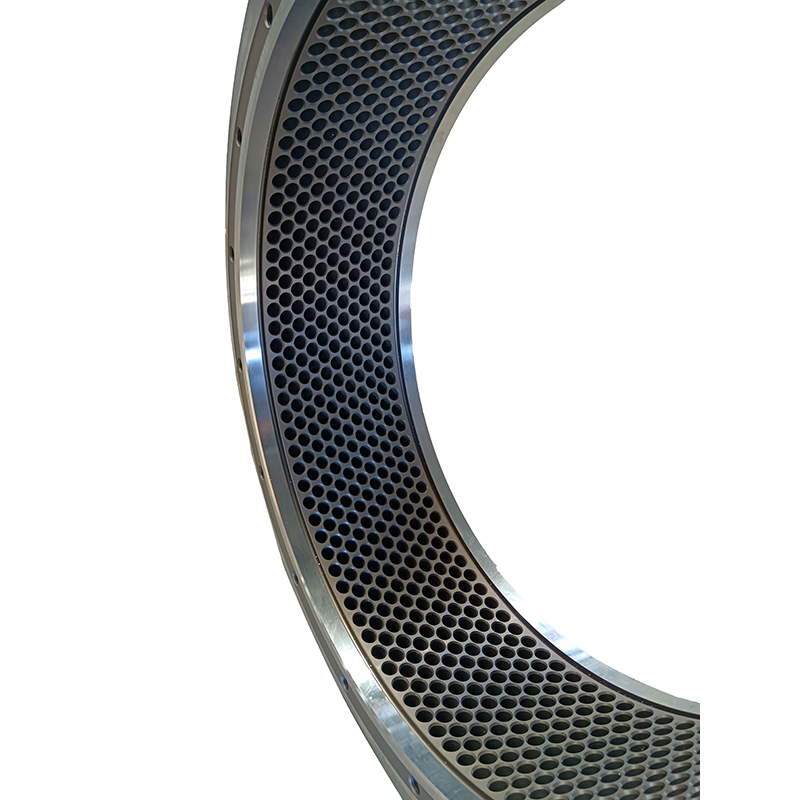
Lehenik eta behin, kalitate handiko eraztun trokel hautatzeko premisaren arabera, ekoizpen materialen proportzioan oinarritu behar da, hautatu trokel-zuloaren forma egokia, irekitzeko zulo-tasa eta konpresio-erlazioa (konpresio-erlazioa = trokel-zuloaren / trokel-zuloaren diametroaren luzera eraginkorra). ).Eraztunaren trokelaren indarra bermatzeko premisaren arabera, hobetu eraztunaren zuloaren irekiera-tasa. Material mota batzuetarako, zentzuzko konpresio-erlazioaren baldintzapean, eraztunaren moldearen horma meheegia da, eraztunaren trokelaren indarra nahikoa ez dadin, Ekoizpenean molde leherketa egongo da, momentu honetan, eraztunaren trokelaren zuloaren luzera eraginkorra izan behar da premisaren azpian, eraztunaren lodiera handitu eta presioa arintzeko zuloa handitu.
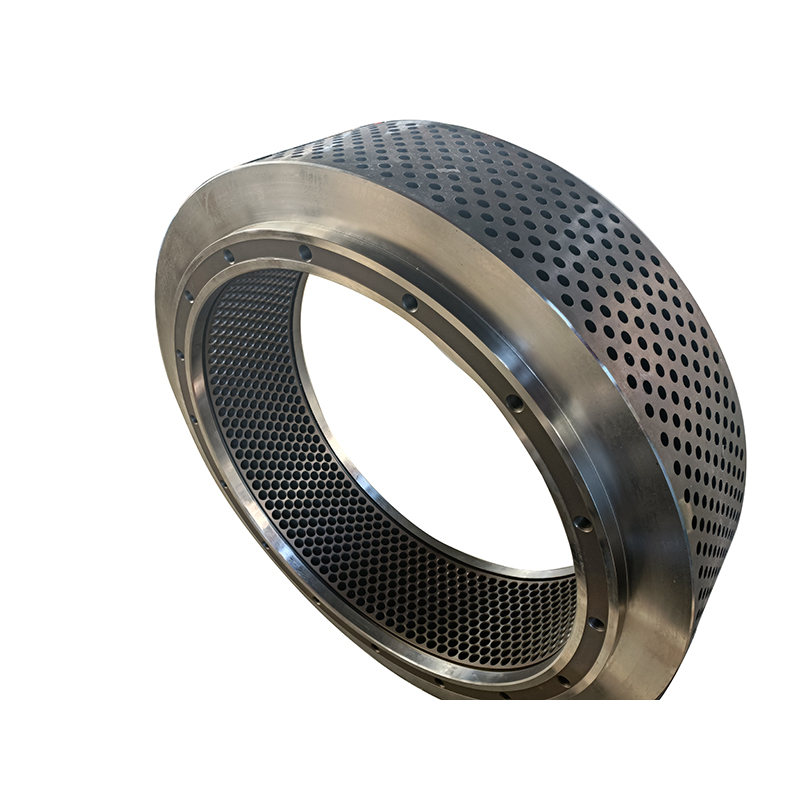
Eraztun-troketa konpresio-erlazioa eraztun-zuloaren luzera eraginkorraren eta eraztun-zuloaren diametro minimoaren arteko erlazioa da, hau da, egur pellet-makinaren estrusio-indarra islatzen duen indizea.Zenbat eta konpresio-erlazioa handiagoa izan, orduan eta indartsuagoak dira estrusitutako egur-partikulak.
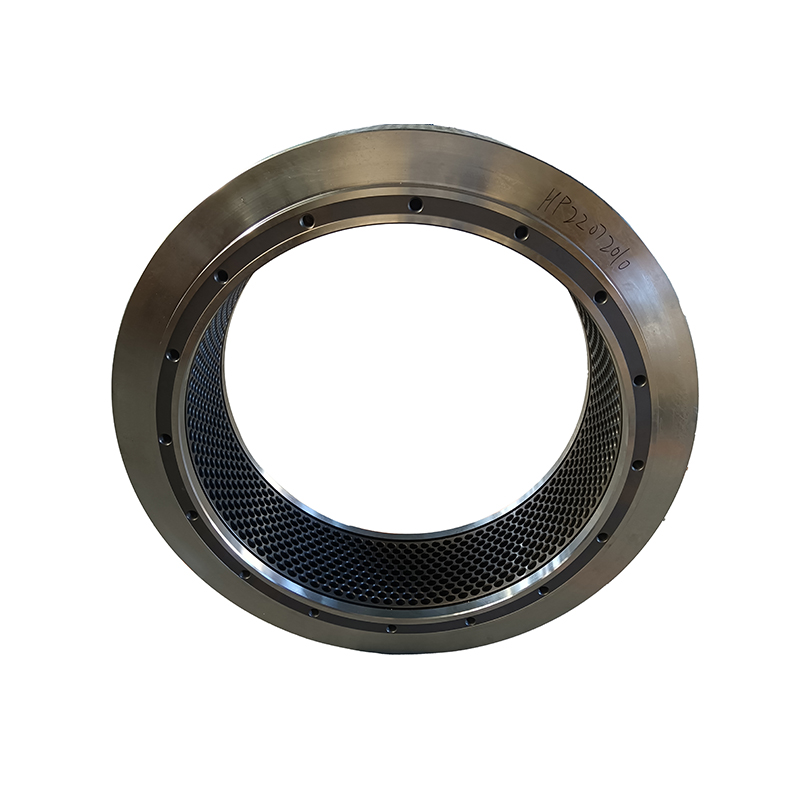
Hanpai eraztun-moldeak egur-pelletaren ekoizpen-prozesuan eraztun-moldeen pitzaduraren eta ekoizpen baxuaren arazoak konpontzen ditu.Eta gogortze prozesu konposatuaren erabilerak zerbitzu-bizitza % 50 baino gehiago handitu dezake.