બુહલર420e પેલેટ મિલ ડાઇ/ ચાઇના ફેક્ટરી એગ્રીકલ્ચર પ્રોડક્ટ્સ પેલેટાઇઝર મશીન પાર્ટ્સ હોટસેલિંગ રિંગ ડાઇ ફોર એનિમલ ફીડ્સ રેબિટ ફીડ





બુહલર420e પેલેટ મિલ ડાઇ/ ચાઇના ફેક્ટરી એગ્રીકલ્ચર પ્રોડક્ટ્સ પેલેટાઇઝર મશીન પાર્ટ્સ હોટસેલિંગ રિંગ ડાઇ ફોર એનિમલ ફીડ્સ રેબિટ ફીડ
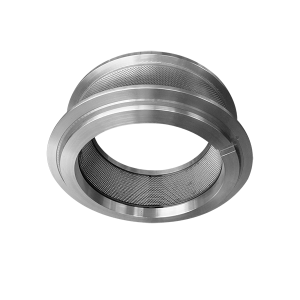
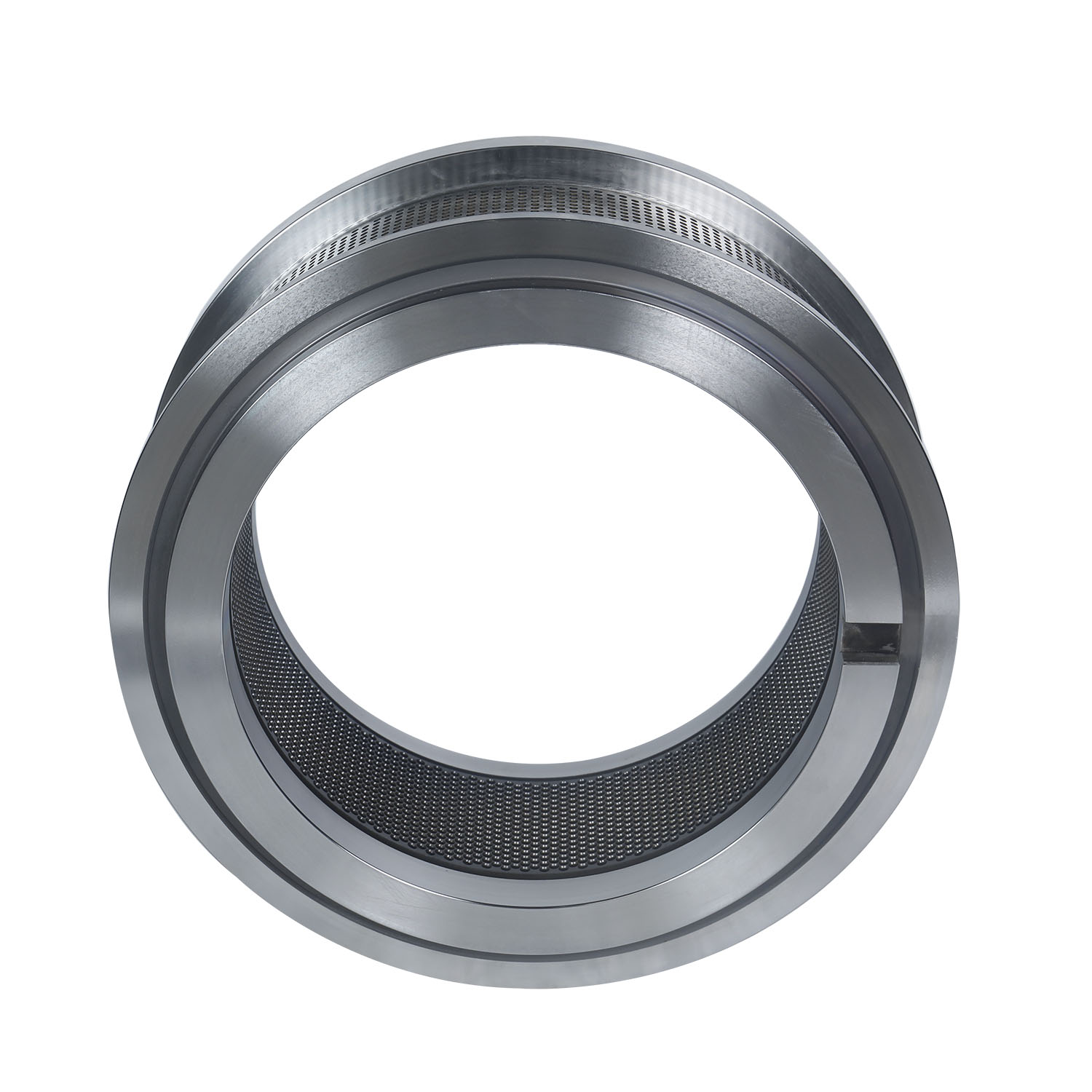
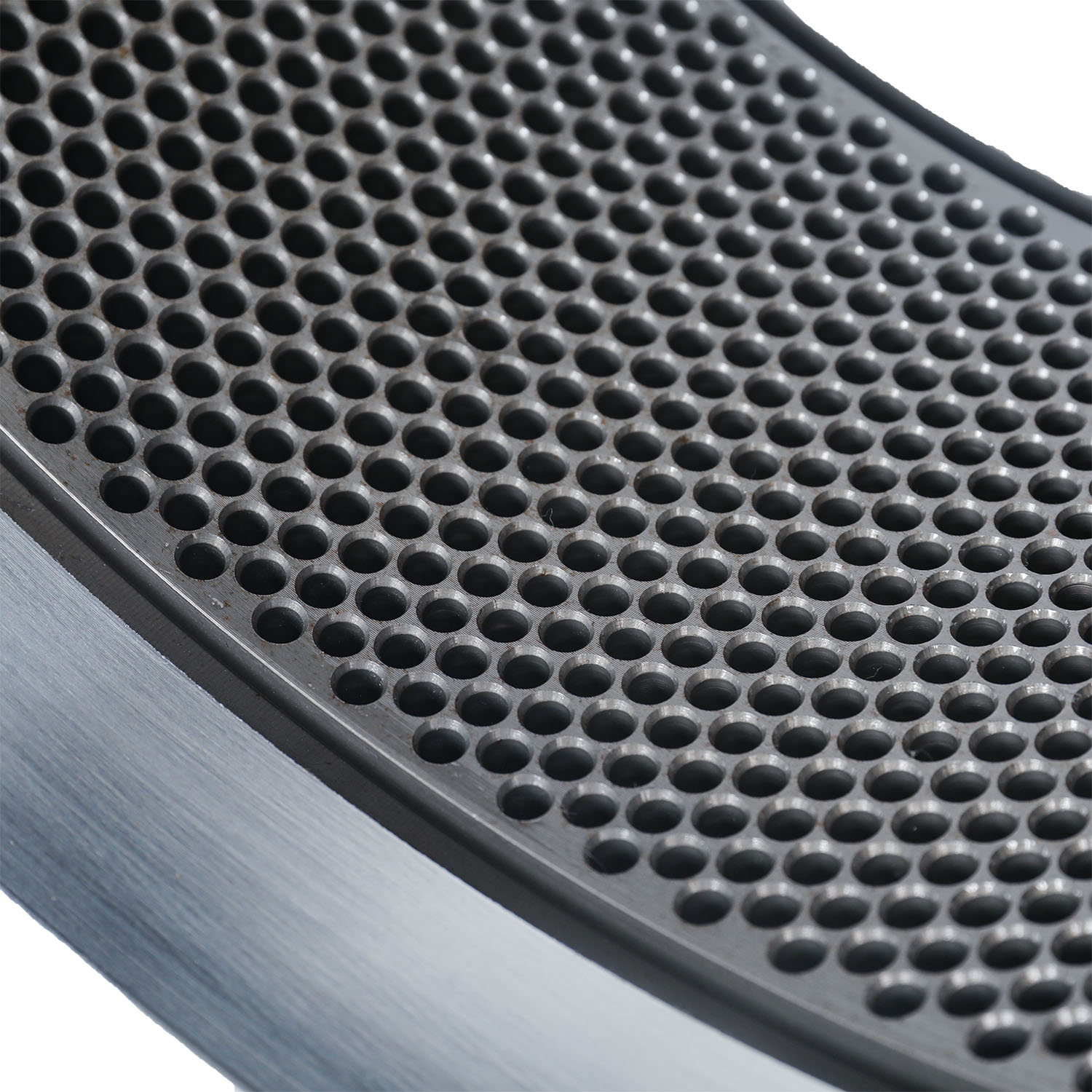
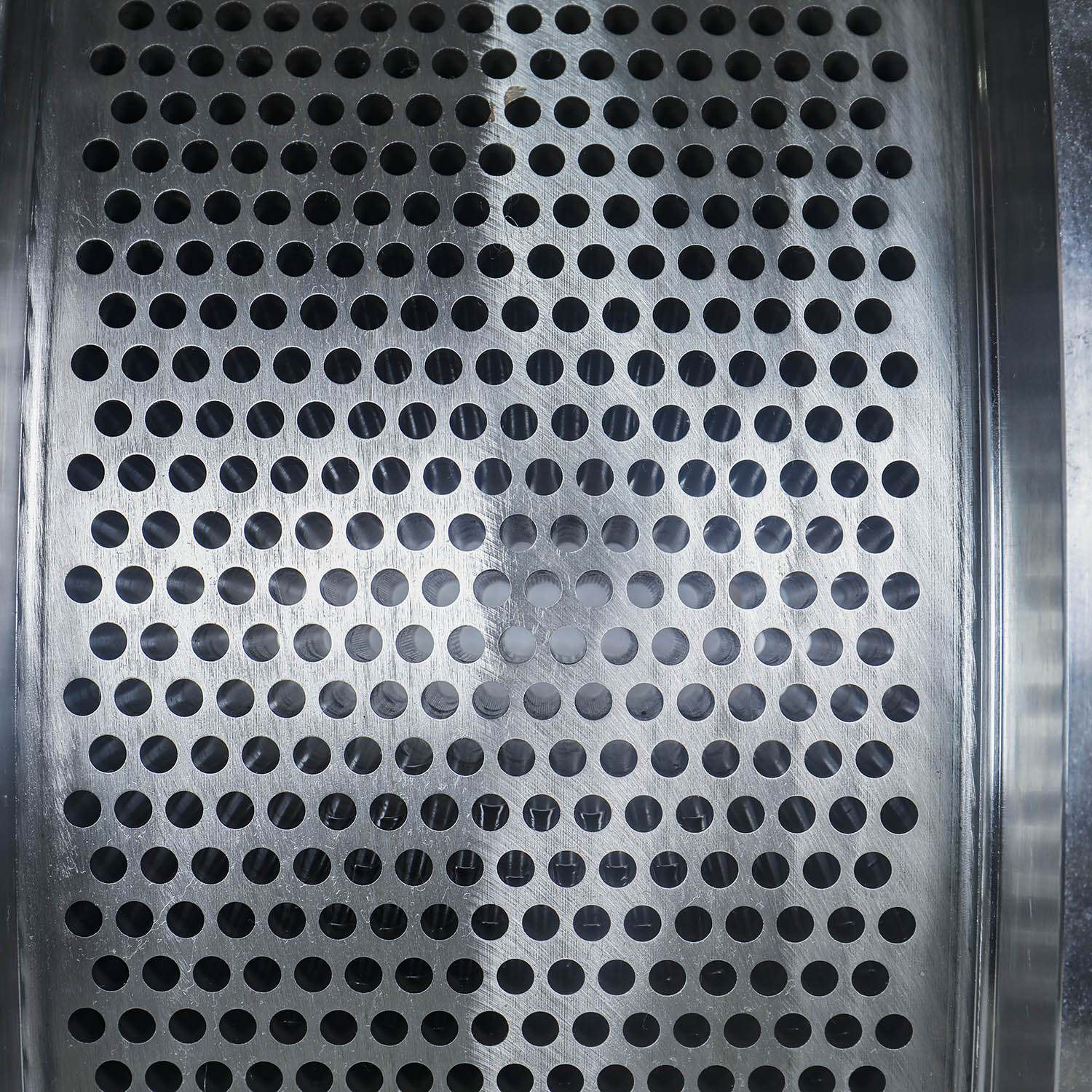
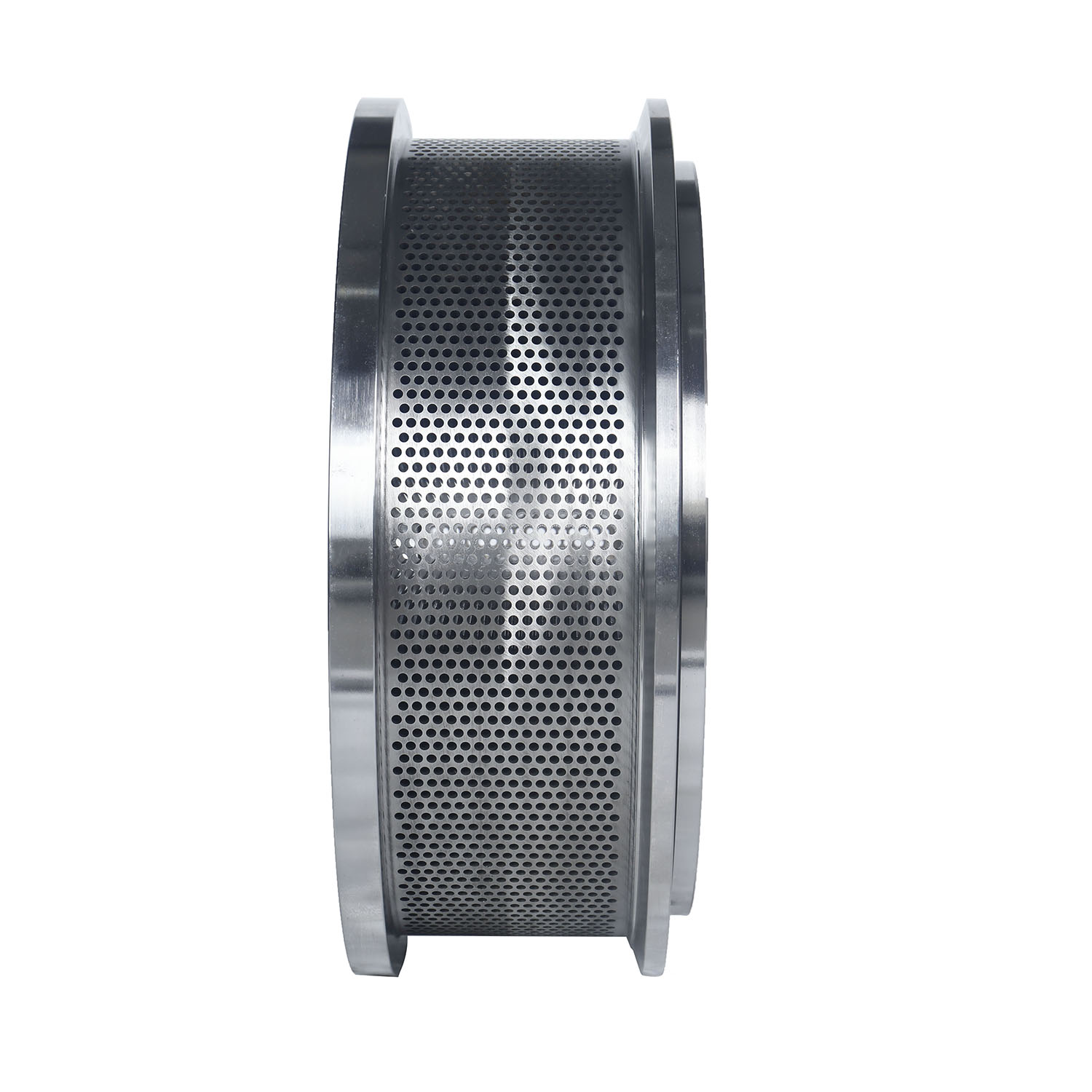
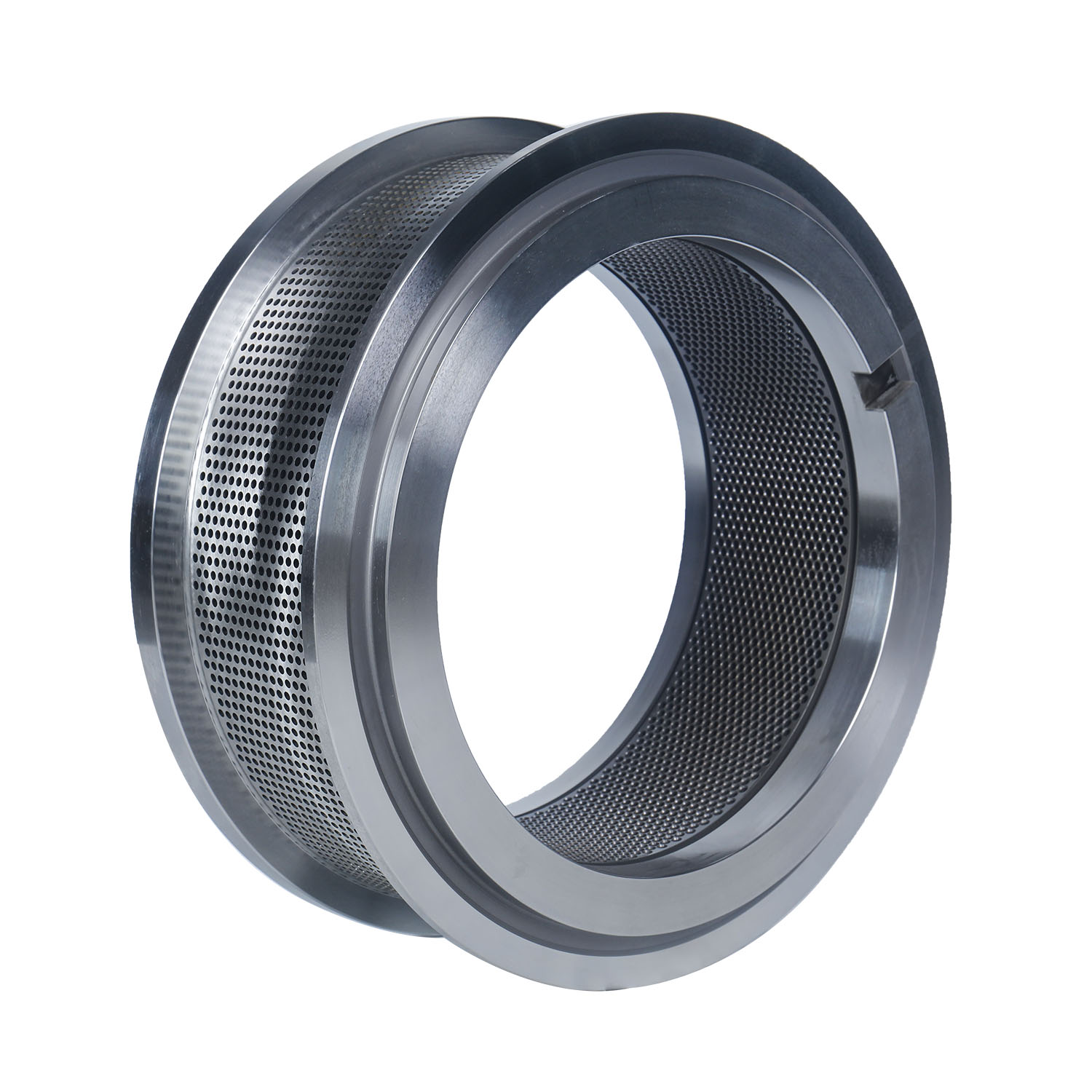
રેબિટ ફીડ પેલેટ મિલ ડાઇ, છિદ્ર સામાન્ય રીતે 2.5-4.5mm હોય છે, કમ્પ્રેશન રેશિયો 1: 6-1:12 ની વચ્ચે હોય છે, કારણ કે ફાઇબરનું પ્રમાણ વધારે છે, તેથી રેબિટ ફીડ પેલેટ ઉત્પાદન આઉટપુટ વધારે નથી, રિંગ મોલ્ડ પહેરવા માટે સરળ છે.
હેપી મોલ્ડ ઉચ્ચ ગુણવત્તાની X46Cr13 સ્ટેનલેસ સ્ટીલનો ઉપયોગ કરે છે, આ સામગ્રીની જડતા અને કઠિનતા ખૂબ જ સારી છે. હીટ ટ્રીટમેન્ટ પછી, તેની સપાટીની કઠિનતા HRC52-55 સુધી પહોંચી શકે છે અને કઠિનતા એકસમાન છે, જેમાં સારી વસ્ત્રો પ્રતિકાર અને કાટ પ્રતિકાર, લાંબી સેવા જીવન છે. પછી ઉત્પાદન કાર્યક્ષમતા અને પેલેટ ગુણવત્તા વચ્ચેનો વિરોધાભાસ, અને રિંગ ડાઇના ઓપનિંગ રેટ અને સર્વિસ લાઇફ વચ્ચેના વિરોધાભાસને અસરકારક રીતે ઉકેલવામાં આવે છે. તેથી હેપ્પી મોલ્ડ ઉચ્ચ કલાકના ફીડ ઉત્પાદન, સારી ગોળીઓની ગુણવત્તા અને ઓછી પાવડર સામગ્રી છે.કમ્પાઉન્ડ સખ્તાઇ પ્રક્રિયાનો ઉપયોગ પેલેટ મિલ ડાઇની સર્વિસ લાઇફને સુધારવા માટે પણ થઈ શકે છે.
રીંગ ડાઇ વર્કિંગ મેન્ટેનન્સ
1. ફીડ ઉત્પાદનની વિવિધ જાતોને કારણે, જેમાં વિવિધ રિંગ ડાઇ મટિરિયલ, ઓપનિંગ રેટ, આંતરિક શંકુ છિદ્ર, ડાઇ હોલની લંબાઈ અને રીલીઝ હોલનો સમાવેશ થાય છે, અદ્યતન પ્રોફેશનલ ટેક્નોલોજી સાથેના સાહસોને અલગ અલગ પ્રોસેસ રિંગ ડાઇ આધારિત ડિઝાઇન અને કસ્ટમાઇઝ કરવા માટે શોધવું જોઈએ. ફીડ કાચા માલ અને વાસ્તવિક ઉપયોગ પર, જેથી રિંગ ડાઇ પ્લેના ઉપયોગ મૂલ્યની ખાતરી કરી શકાય.
2. રોલર શેલ અને રિંગ ડાઇ વચ્ચેનું ક્લિયરન્સ 0.1-0.3mm માં નિયંત્રિત હોવું જોઈએ.તરંગી રોલર શેલને રિંગની સપાટી સાથે સંપર્કમાં આવવા દો નહીં અથવા ક્લિયરન્સની એક બાજુ ખૂબ મોટી છે. ઇન્સ્ટોલેશન દરમિયાન આ કદ નરી આંખે જોઈ શકાતું નથી, રિંગ ડાઇ અને રોલર શેલના વધતા વસ્ત્રોને કારણે ટાળો. - ડિસ્ચાર્જની ઘટના.
3. જ્યારે પેલેટ મશીન શરૂ થાય છે, ત્યારે ફીડિંગની માત્રા ઓછી સ્પીડથી હાઈ સ્પીડમાં બદલાઈ જાય છે.શરૂઆતમાં વધુ ઝડપે દોડશો નહીં, જેના કારણે અચાનક ઓવરલોડ અથવા રિંગ ડાઇ બ્લોક થવાથી રિંગ ડાઇ અને પેલેટ મશીનને નુકસાન થશે.
X46Cr13 સ્ટેનલેસ સ્ટીલ પેલેટ મિલ ડાઇ
સસલાના ખોરાક બનાવવા માટે રિંગ ડાઇ
રેબિટ ફૂડ પેલેટ બનાવવાનું મશીન
સસલું ફીડ પેલેટ મિલ મૃત્યુ પામે છે