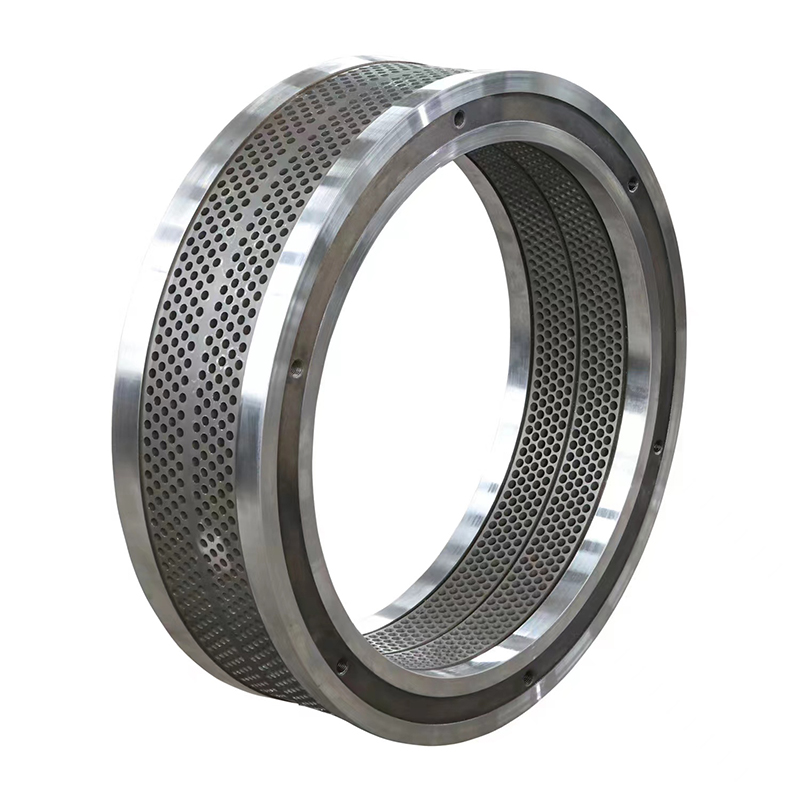
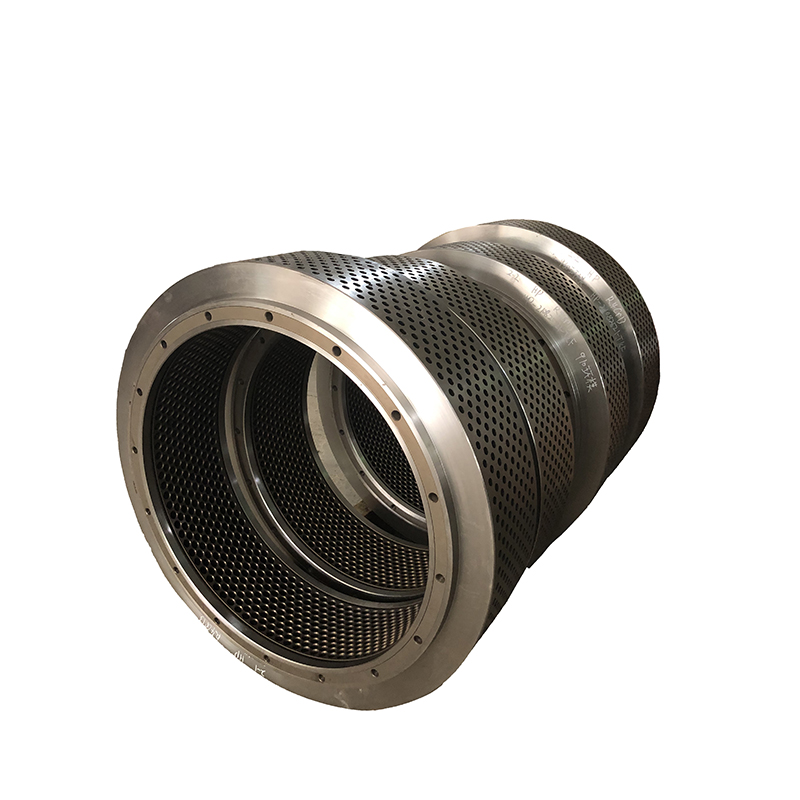
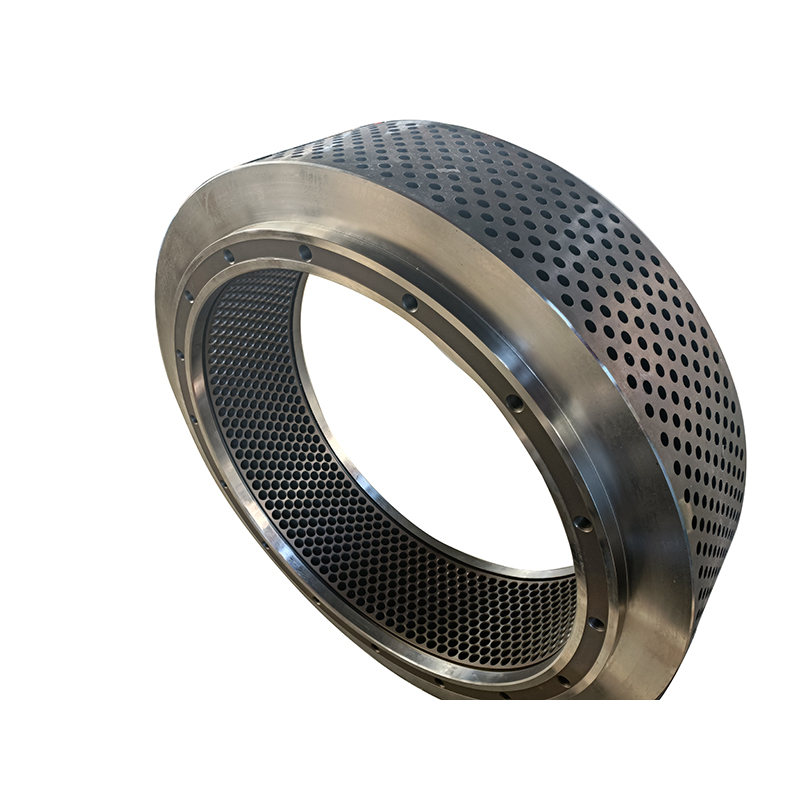
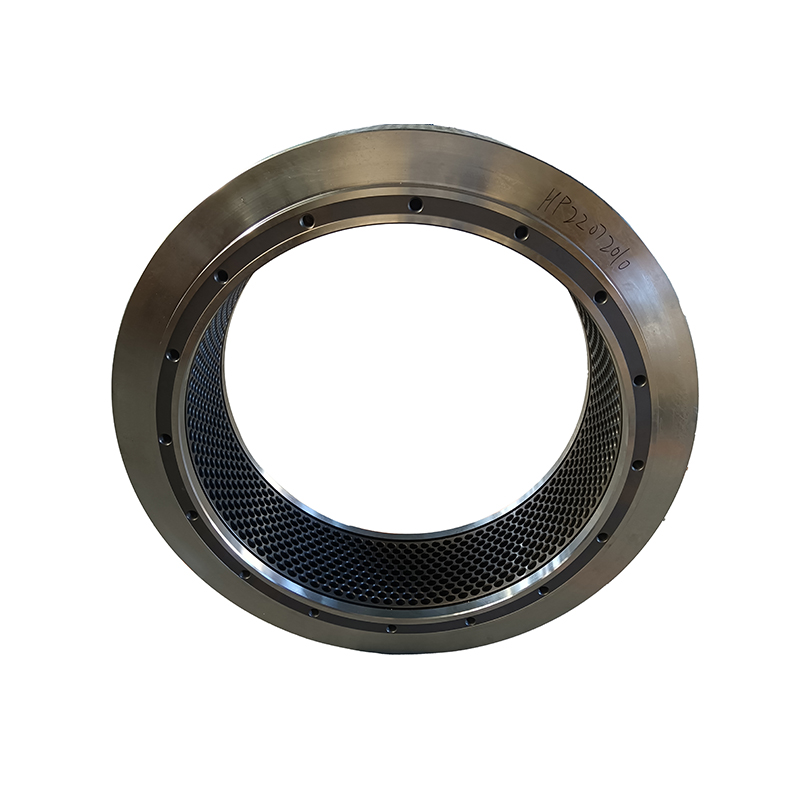
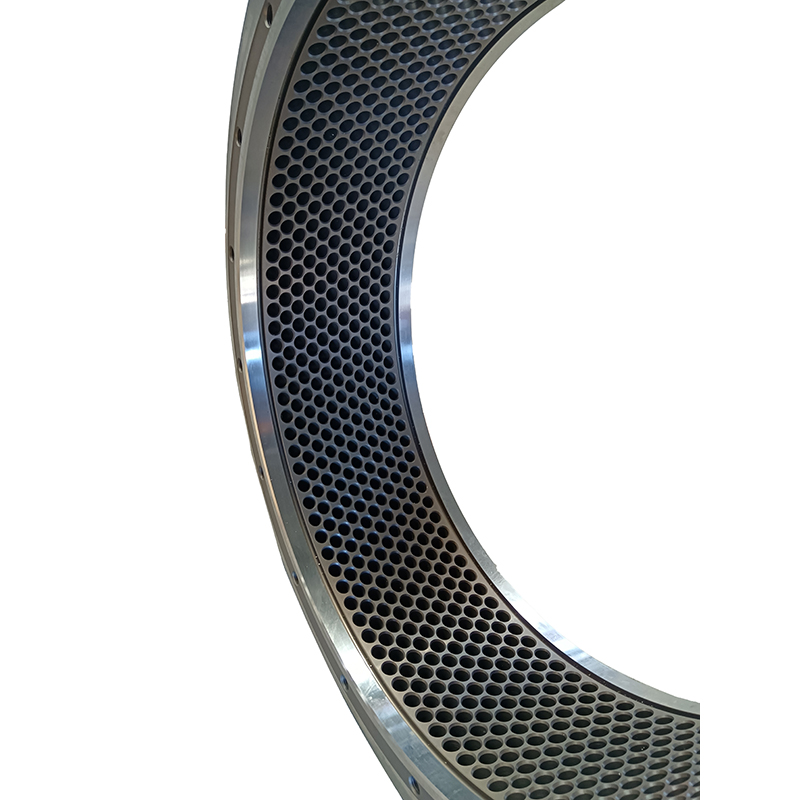
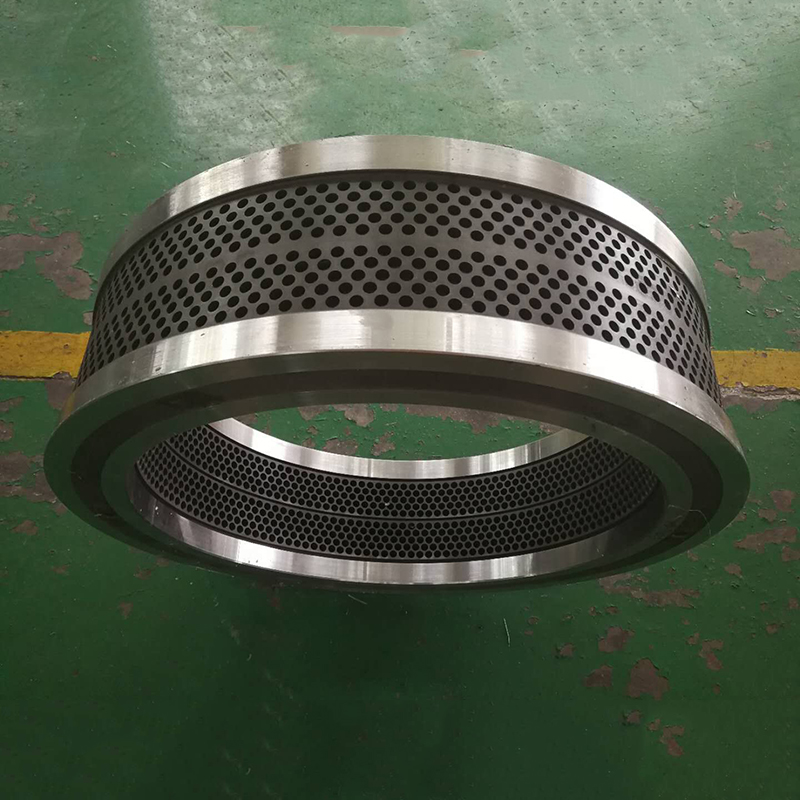
Kiváló minőségű fa pellet gyűrűs forma












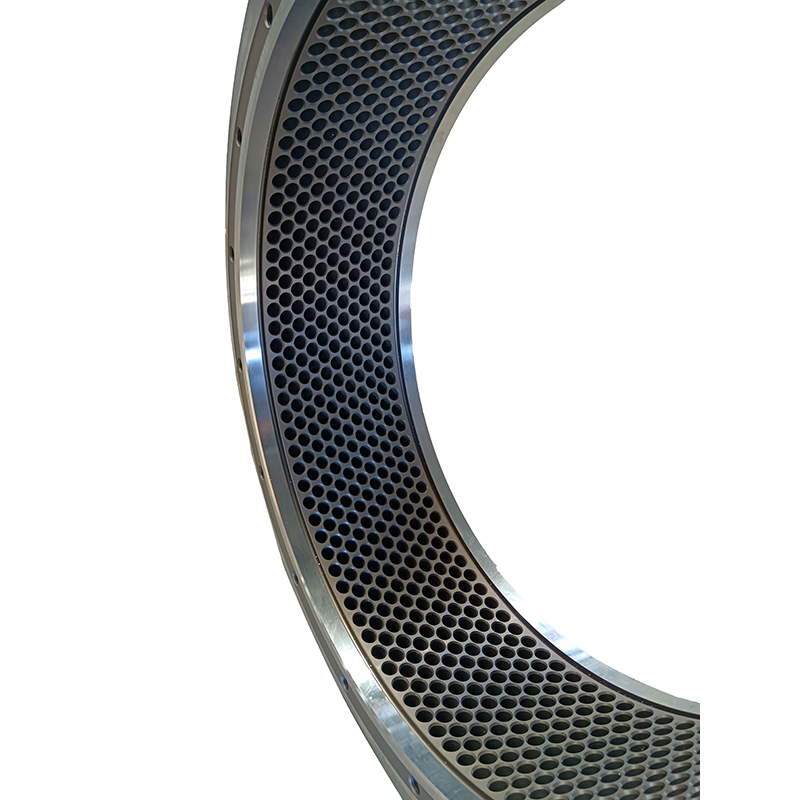


Kiváló minőségű fa pellet gyűrűs forma
A fapellet-anyaghoz használt pelletgyártó szerszám nyílástartománya 5,0-18,0 mm, a hossz-nyílás aránya vagy tömörítési aránya 1:4-1:10 között van.
A fapellet-gép gyűrűs szerszámának kompressziós arányát a nyersanyagtól függően határozzák meg.A különböző nyersanyagok tömörítési aránya eltérő, minél keményebb az alapanyag, annál kisebb a tömörítési arány;a bolyhosabb alapanyagok, nagyobb tömörítési arány. Vagyis a bolyhosabb alapanyagok könnyebben préselhetők és formázhatók, a bolyhosabb alapanyagok több rostot tartalmaznak, több rostanyag tartalommal könnyen formázható.
Mindenekelőtt a kiváló minőségű gyűrűs szerszám kiválasztásának előfeltételeként a gyártási anyagok arányán kell alapulnia, válassza ki a megfelelő lyukformát, a nyitási sebességet és a tömörítési arányt (tömörítési arány = a szerszám furatának / lyuk átmérőjének effektív hossza) ).A gyűrűs szerszám szilárdságának garantálása érdekében javítsa a gyűrűs szerszám nyitási sebességét. Bizonyos típusú anyagoknál ésszerű tömörítési arány mellett a gyűrűs forma fala túl vékony, így a gyűrűs szerszám szilárdsága nem elegendő, penészrobbanás lesz a gyártás során, ebben az időben a gyűrűs szerszám furatának effektív hosszának garantáltnak kell lennie, növelni kell a gyűrűs szerszám vastagságát és növelni kell a nyomáscsökkentő lyukat.
A gyűrűs szerszám összenyomási aránya a gyűrűs szerszám furatának effektív hosszának és a gyűrűs szerszám furatának minimális átmérőjének aránya, amely a fapellet-gép extrudálási szilárdságát tükrözi.Minél nagyobb a tömörítési arány, annál erősebbek az extrudált farészecskék.
A Hanpai gyűrűs forma a gyűrűs penészrepedések és az alacsony termelés problémáinak megoldására összpontosít a fapelletgyártás folyamatában.Az összetett edzési eljárás használata pedig több mint 50%-kal növelheti az élettartamot.