

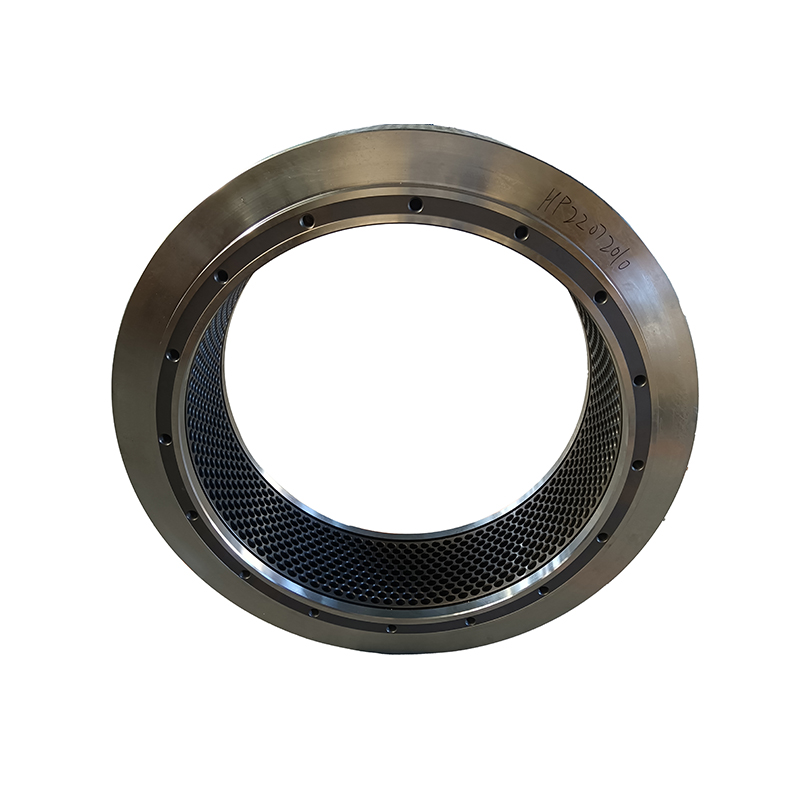
ხის მარცვლების რგოლი მაღალი ხარისხის














ხის მარცვლების რგოლი მაღალი ხარისხის
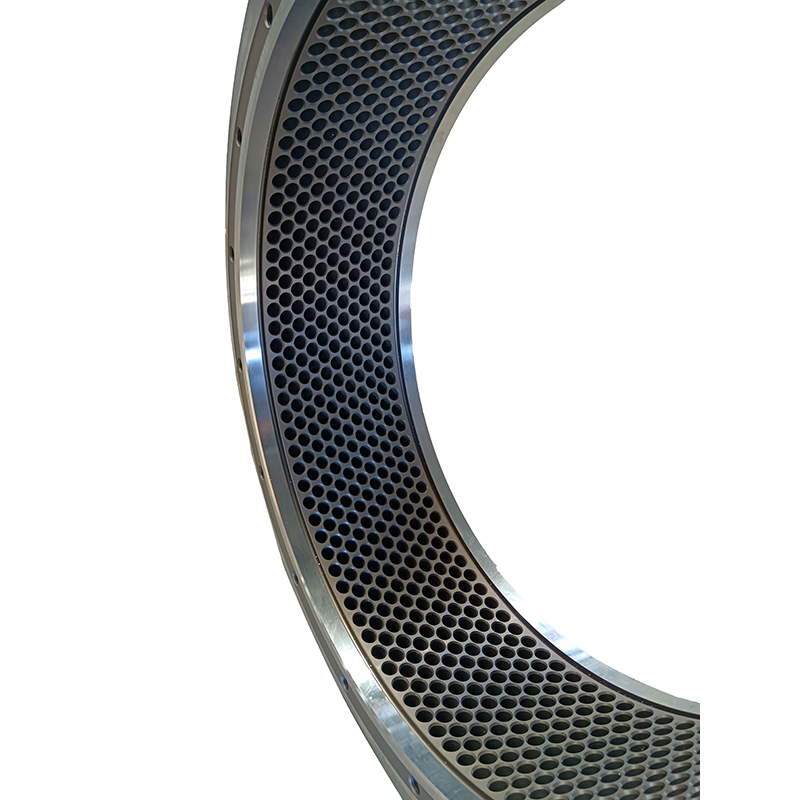
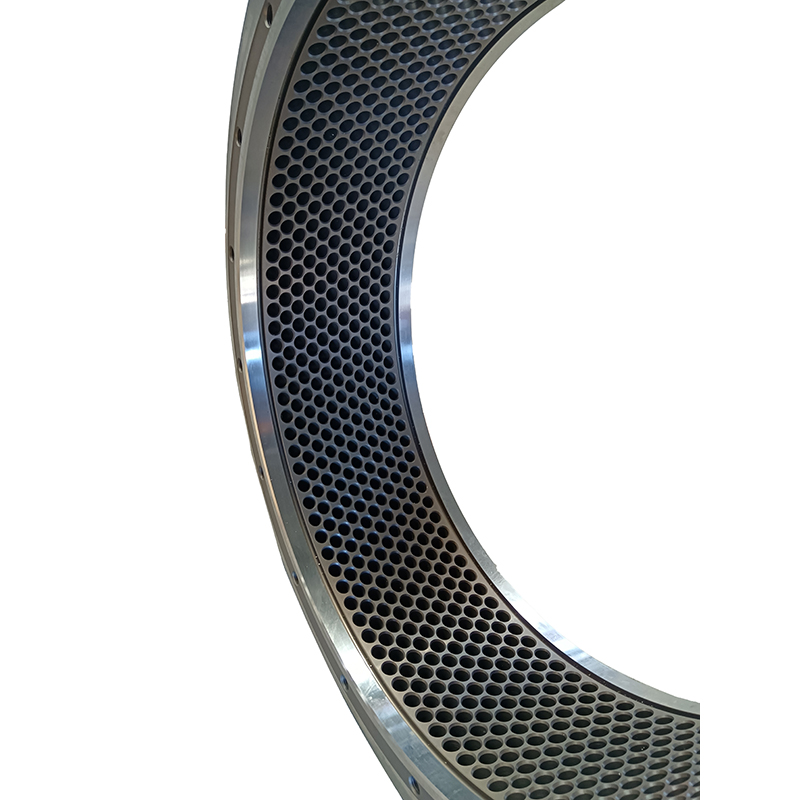
ხის მარცვლების მასალისთვის გამოყენებული მარცვლების დიაფრაგმის დიაპაზონი არის 5.0-18.0 მმ, ხოლო სიგრძე-დიფრაგმის თანაფარდობა, ანუ შეკუმშვის თანაფარდობა, არის 1:4-1:10 შორის.
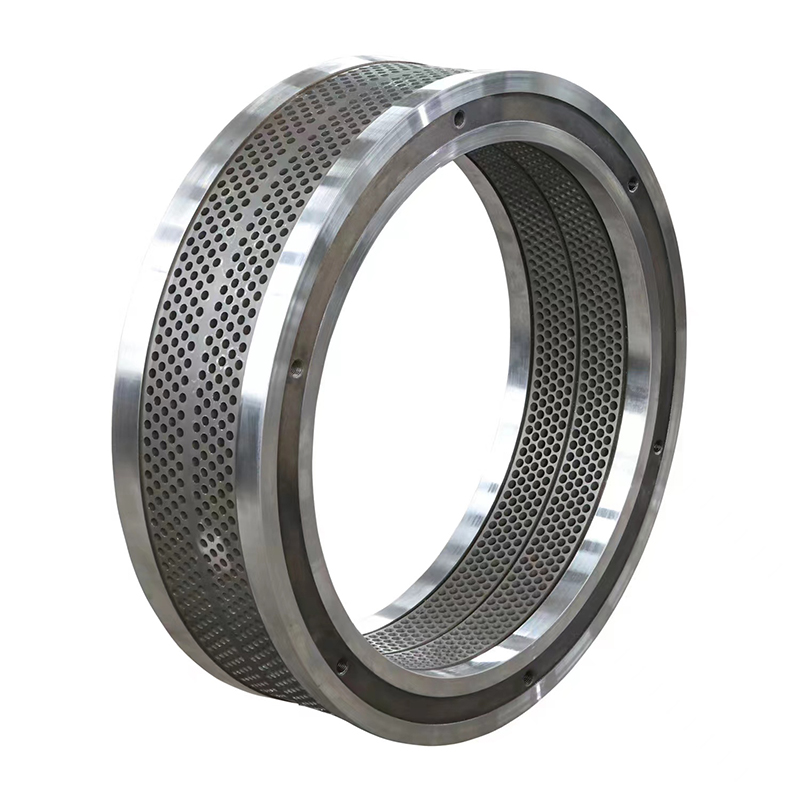
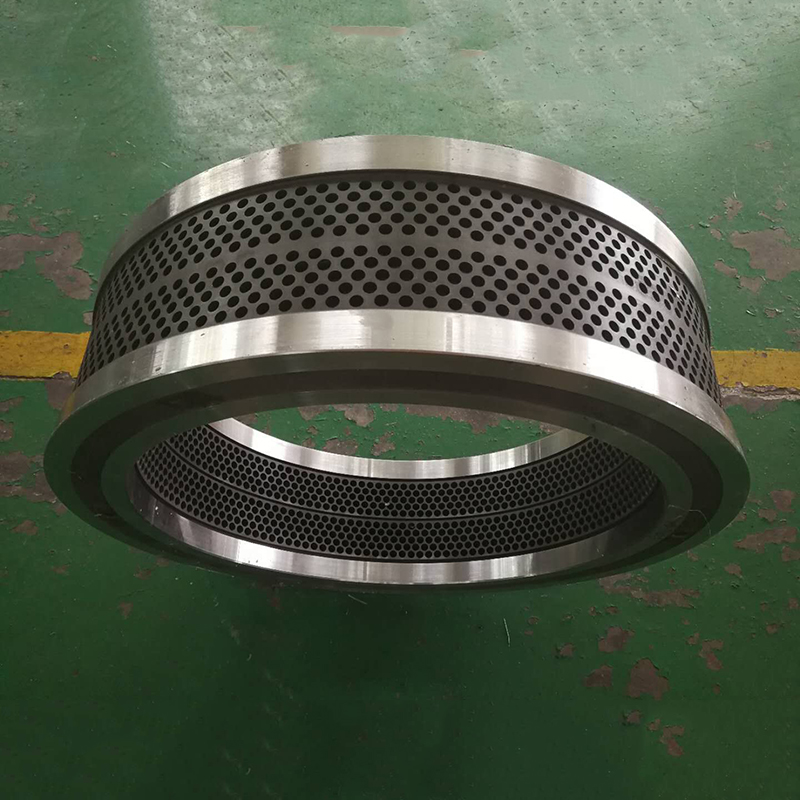
ხის მარცვლების დანადგარის რგოლის შეკუმშვის კოეფიციენტი განისაზღვრება ნედლეულის მიხედვით.სხვადასხვა ნედლეულის შეკუმშვის კოეფიციენტი განსხვავებულია, რაც უფრო რთულია ნედლეული, მით უფრო მცირეა შეკუმშვის კოეფიციენტი;რაც უფრო ფუმფულა ნედლეულია, მით უფრო დიდია შეკუმშვის კოეფიციენტი. ანუ, ფუმფულა ნედლეული უფრო ადვილად იწელება და ფორმას იღებს, უფრო ფუმფულა ნედლეული შეიცავს მეტ ბოჭკოს, მეტი ბოჭკოვანი მასალის შემცველი ადვილად ფორმდება.
უპირველეს ყოვლისა, მაღალი ხარისხის რგოლის საყრდენის შერჩევის პრინციპით, უნდა ეფუძნებოდეს წარმოების მასალების პროპორციას, შეარჩიოთ შესაფერისი ხვრელის ფორმა, გახსნის ხვრელის სიჩქარე და შეკუმშვის კოეფიციენტი (შეკუმშვის კოეფიციენტი = საძირკვლის ხვრელის ეფექტური სიგრძე/საკვები ხვრელის დიამეტრი ).რგოლის საყრდენის სიმტკიცის გარანტიის გათვალისწინებით, გააუმჯობესეთ რგოლის საფენის გახსნის ხვრელის სიჩქარე. ზოგიერთი სახის მასალისთვის, შეკუმშვის გონივრული თანაფარდობის პირობებში, რგოლის ფორმის კედელი ძალიან თხელია, ასე რომ, რგოლის საყრდენის სიმტკიცე არ არის საკმარისი. წარმოებისას მოხდება ობის აფეთქება, ამ დროს უნდა იყოს გარანტირებული რგოლის სასიკვდილო ხვრელის ეფექტური სიგრძე შენობის ქვეშ, გაიზარდოს რგოლის სისქე და გაზარდოს წნევის შემსუბუქებული ხვრელი.
რგოლი-საკვრის შეკუმშვის კოეფიციენტი არის რგოლის ხვრელის ეფექტური სიგრძის თანაფარდობა რგოლის ხვრელის მინიმალურ დიამეტრთან, რაც არის ინდექსი, რომელიც ასახავს ხის მარცვლების დანადგარის ექსტრუზიის სიძლიერეს.რაც უფრო დიდია შეკუმშვის კოეფიციენტი, მით უფრო ძლიერია წნეხილი ხის ნაწილაკები.
Hanpai ring mold ფოკუსირებულია ხის მარცვლების წარმოების პროცესში რგოლის დაბზარვისა და დაბალი წარმოების პრობლემების გადაჭრაზე.და რთული გამკვრივების პროცესის გამოყენებამ შეიძლება გაზარდოს მომსახურების ვადა 50% -ზე მეტით.










-

ჩინეთის რძის ფერმის აღჭურვილობის შესანახი მარცვლების მანქანა ...
-

სოფლის მეურნეობის გადამამუშავებელი მოწყობილობა ხანგრძლივი სამუშაო ...
-

ჩინეთის ქარხნის სოფლის მეურნეობის პროდუქტები Pelletizer M...
-

ქარხნის პირდაპირ მიწოდების გრანულატორის წარმოება L...
-
ფერმის კვების აქსესუარი კარგი ფასი მაღალი პროდუქტი...




