ವುಡ್ ಪೆಲೆಟ್ ರಿಂಗ್ ಅಚ್ಚು ಉತ್ತಮ ಗುಣಮಟ್ಟದ














ವುಡ್ ಪೆಲೆಟ್ ರಿಂಗ್ ಅಚ್ಚು ಉತ್ತಮ ಗುಣಮಟ್ಟದ
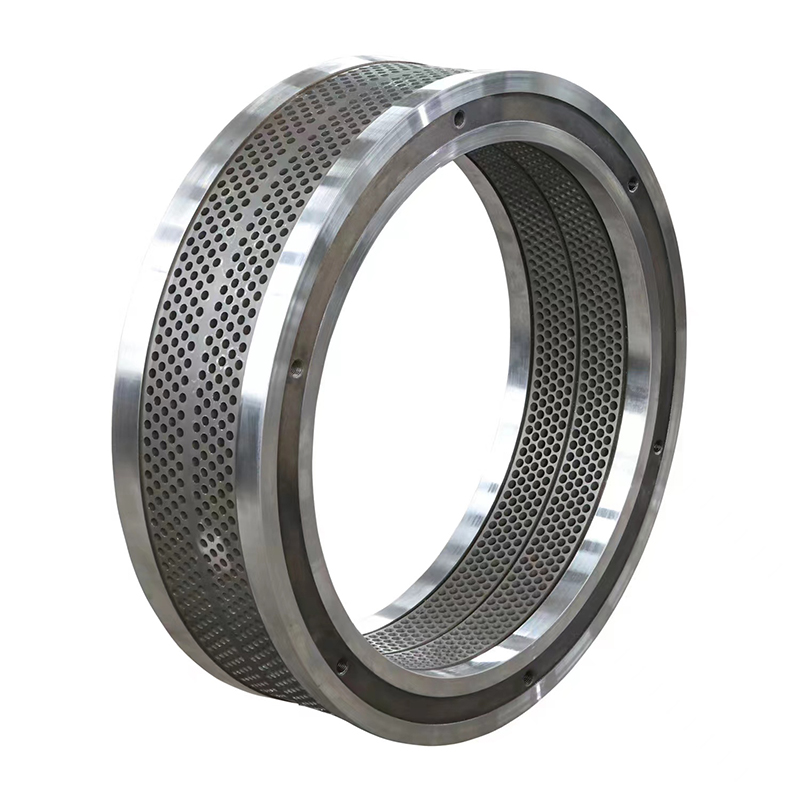
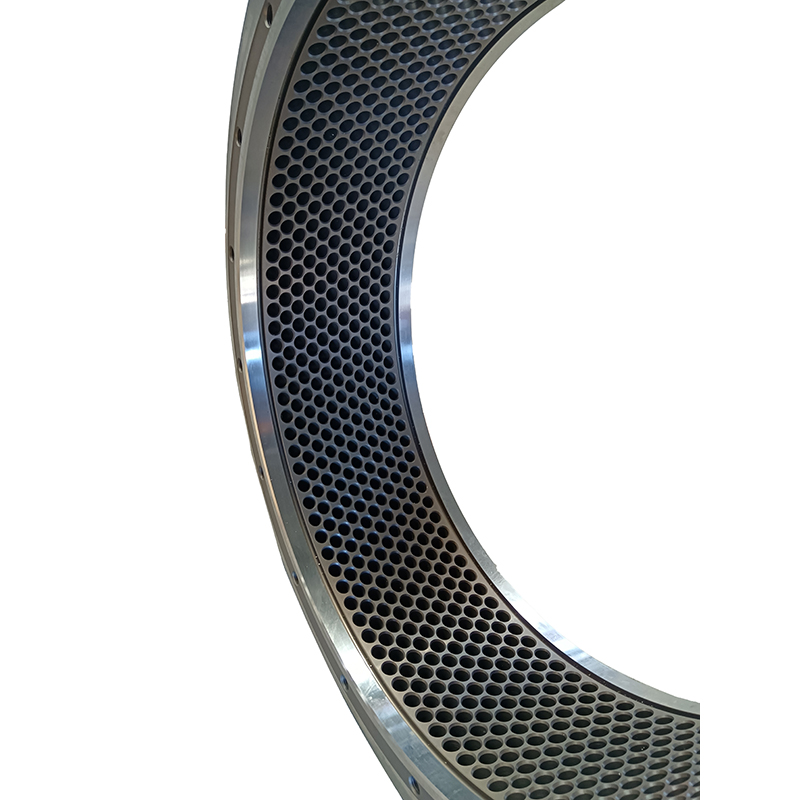
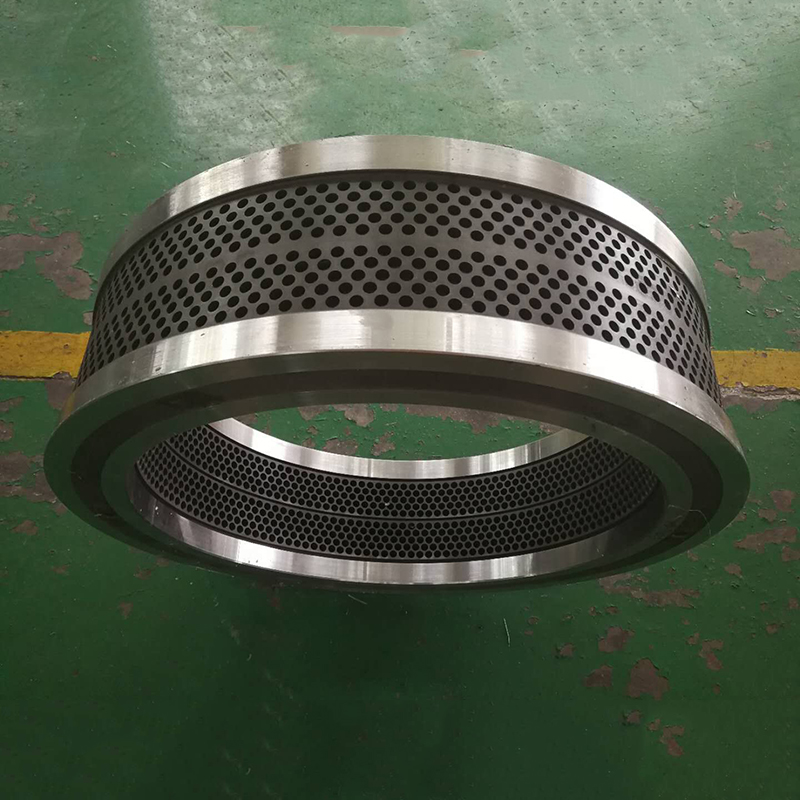
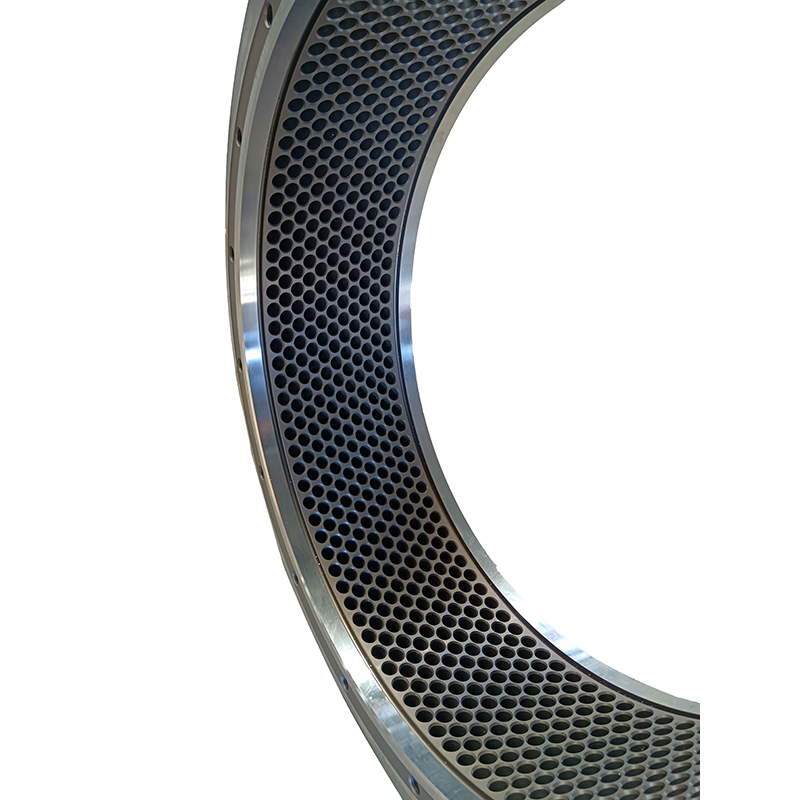
ಮರದ ಪೆಲೆಟ್ ವಸ್ತುಗಳಿಗೆ ಬಳಸಲಾಗುವ ಪೆಲೆಟ್ ಮಿಲ್ ಡೈನ ದ್ಯುತಿರಂಧ್ರ ವ್ಯಾಪ್ತಿಯು 5.0-18.0mm ನಡುವೆ ಇರುತ್ತದೆ ಮತ್ತು ಉದ್ದ-ದ್ಯುತಿರಂಧ್ರ ಅನುಪಾತ ಅಥವಾ ಸಂಕುಚಿತ ಅನುಪಾತವು 1: 4-1:10 ರ ನಡುವೆ ಇರುತ್ತದೆ.
ಮರದ ಪೆಲೆಟ್ ಯಂತ್ರಕ್ಕಾಗಿ ರಿಂಗ್ ಡೈನ ಸಂಕೋಚನ ಅನುಪಾತವನ್ನು ಕಚ್ಚಾ ವಸ್ತುಗಳ ಪ್ರಕಾರ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ.ವಿಭಿನ್ನ ಕಚ್ಚಾ ವಸ್ತುಗಳ ಸಂಕೋಚನ ಅನುಪಾತವು ವಿಭಿನ್ನವಾಗಿದೆ, ಗಟ್ಟಿಯಾದ ಕಚ್ಚಾ ವಸ್ತುಗಳು, ಚಿಕ್ಕ ಸಂಕುಚಿತ ಅನುಪಾತ;ನಯವಾದ ಕಚ್ಚಾ ವಸ್ತುಗಳು, ದೊಡ್ಡ ಸಂಕೋಚನ ಅನುಪಾತ .ಅಂದರೆ, ನಯವಾದ ಕಚ್ಚಾ ವಸ್ತುಗಳು ಒತ್ತಲು ಮತ್ತು ಆಕಾರವನ್ನು ರೂಪಿಸಲು ಹೆಚ್ಚು ಸುಲಭ, ನಯವಾದ ಕಚ್ಚಾ ವಸ್ತುಗಳು ಹೆಚ್ಚು ಫೈಬರ್ ಅನ್ನು ಹೊಂದಿರುತ್ತವೆ, ಹೆಚ್ಚು ಫೈಬರ್ ವಸ್ತುವನ್ನು ಹೊಂದಿರುವ ಆಕಾರವನ್ನು ರೂಪಿಸಲು ಸುಲಭವಾಗಿದೆ.
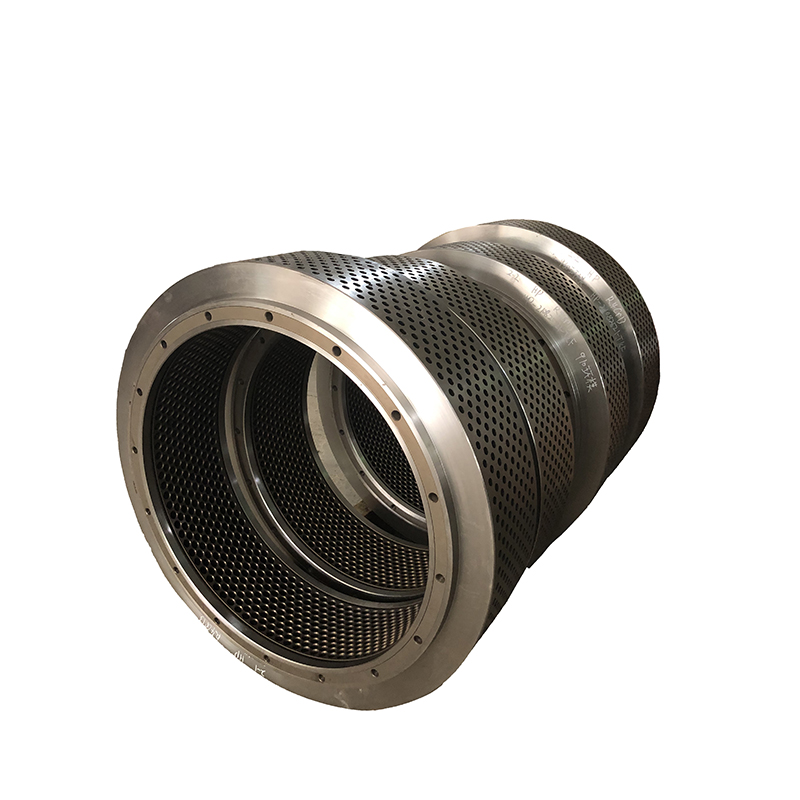
ಮೊದಲನೆಯದಾಗಿ, ಉತ್ತಮ ಗುಣಮಟ್ಟದ ರಿಂಗ್ ಡೈ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡುವ ಪ್ರಮೇಯದಲ್ಲಿ, ಉತ್ಪಾದನಾ ಸಾಮಗ್ರಿಗಳ ಅನುಪಾತವನ್ನು ಆಧರಿಸಿ, ಸೂಕ್ತವಾದ ಡೈ ಹೋಲ್ ರೂಪ, ತೆರೆಯುವ ರಂಧ್ರ ದರ ಮತ್ತು ಸಂಕೋಚನ ಅನುಪಾತವನ್ನು ಆಯ್ಕೆ ಮಾಡಿ (ಸಂಕೋಚನ ಅನುಪಾತ = ಡೈ ಹೋಲ್ / ಡೈ ಹೋಲ್ ವ್ಯಾಸದ ಪರಿಣಾಮಕಾರಿ ಉದ್ದ )ರಿಂಗ್ ಡೈ ಸಾಮರ್ಥ್ಯದ ಖಾತರಿಯ ಆಧಾರದ ಮೇಲೆ, ರಿಂಗ್ ಡೈನ ಆರಂಭಿಕ ರಂಧ್ರದ ದರವನ್ನು ಸುಧಾರಿಸಿ. ಕೆಲವು ರೀತಿಯ ವಸ್ತುಗಳಿಗೆ, ಸಮಂಜಸವಾದ ಸಂಕೋಚನ ಅನುಪಾತದ ಅಡಿಯಲ್ಲಿ, ರಿಂಗ್ ಅಚ್ಚು ಗೋಡೆಯು ತುಂಬಾ ತೆಳುವಾಗಿರುತ್ತದೆ, ಆದ್ದರಿಂದ ರಿಂಗ್ ಡೈ ಸಾಮರ್ಥ್ಯವು ಸಾಕಾಗುವುದಿಲ್ಲ, ಉತ್ಪಾದನೆಯಲ್ಲಿ ಅಚ್ಚು ಸ್ಫೋಟ ಸಂಭವಿಸುತ್ತದೆ, ಈ ಸಮಯದಲ್ಲಿ ಗ್ಯಾರಂಟಿ ರಿಂಗ್ ಡೈ ಹೋಲ್ ಪ್ರಮೇಯದಲ್ಲಿ ಪರಿಣಾಮಕಾರಿ ಉದ್ದ ಇರಬೇಕು, ರಿಂಗ್ ಡೈ ದಪ್ಪವನ್ನು ಹೆಚ್ಚಿಸಿ ಮತ್ತು ಒತ್ತಡ ಪರಿಹಾರ ರಂಧ್ರವನ್ನು ಹೆಚ್ಚಿಸಿ.
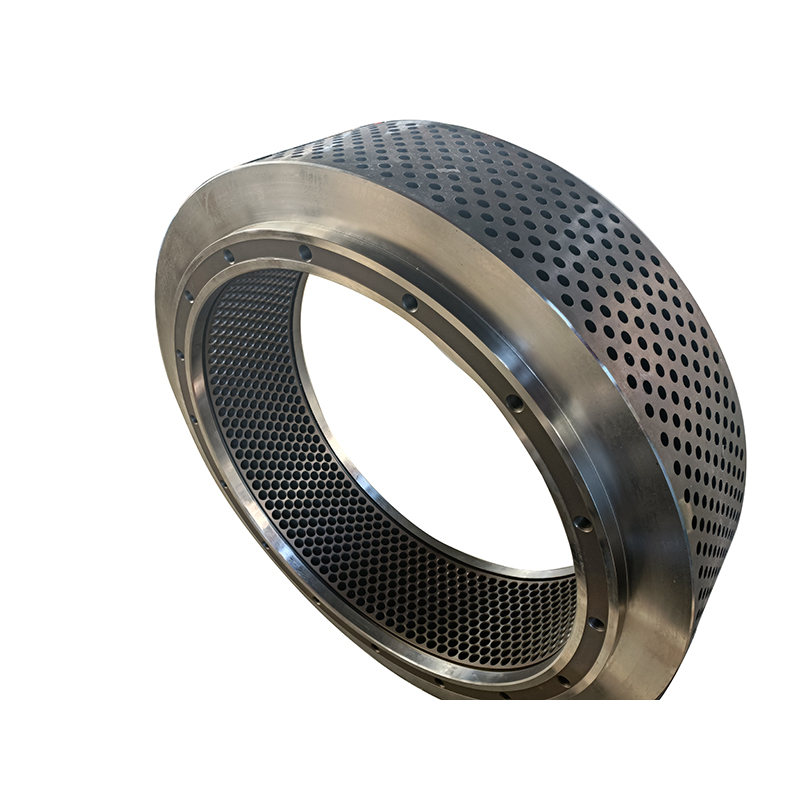
ರಿಂಗ್-ಡೈ ಕಂಪ್ರೆಷನ್ ಅನುಪಾತವು ರಿಂಗ್ ಡೈ ರಂಧ್ರದ ಪರಿಣಾಮಕಾರಿ ಉದ್ದದ ರಿಂಗ್ ಡೈ ರಂಧ್ರದ ಕನಿಷ್ಠ ವ್ಯಾಸಕ್ಕೆ ಅನುಪಾತವಾಗಿದೆ, ಇದು ಮರದ ಪೆಲೆಟ್ ಯಂತ್ರದ ಹೊರತೆಗೆಯುವ ಶಕ್ತಿಯನ್ನು ಪ್ರತಿಬಿಂಬಿಸುವ ಸೂಚ್ಯಂಕವಾಗಿದೆ.ಸಂಕೋಚನ ಅನುಪಾತವು ದೊಡ್ಡದಾಗಿದೆ, ಹೊರತೆಗೆದ ಮರದ ಕಣಗಳು ಬಲವಾಗಿರುತ್ತವೆ.
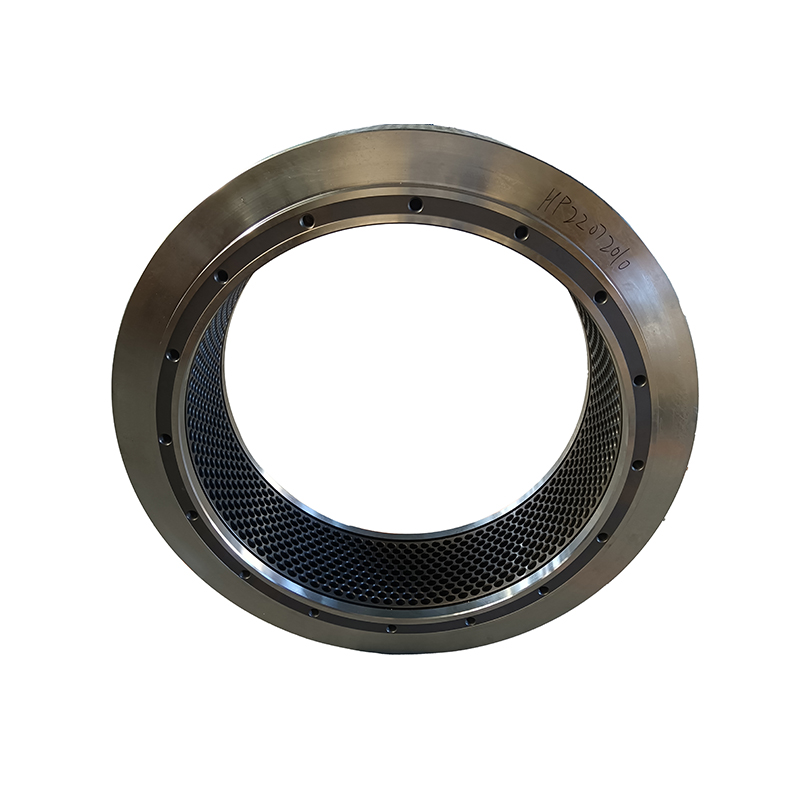
ಹನ್ಪೈ ರಿಂಗ್ ಅಚ್ಚು ಮರದ ಉಂಡೆ ಉತ್ಪಾದನೆಯ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ರಿಂಗ್ ಅಚ್ಚು ಬಿರುಕು ಮತ್ತು ಕಡಿಮೆ ಉತ್ಪಾದನೆಯ ಸಮಸ್ಯೆಗಳನ್ನು ಪರಿಹರಿಸುವಲ್ಲಿ ಕೇಂದ್ರೀಕರಿಸುತ್ತದೆ.ಮತ್ತು ಸಂಯುಕ್ತ ಗಟ್ಟಿಯಾಗಿಸುವ ಪ್ರಕ್ರಿಯೆಯ ಬಳಕೆಯು ಸೇವೆಯ ಜೀವನವನ್ನು 50% ಕ್ಕಿಂತ ಹೆಚ್ಚು ಹೆಚ್ಚಿಸಬಹುದು.