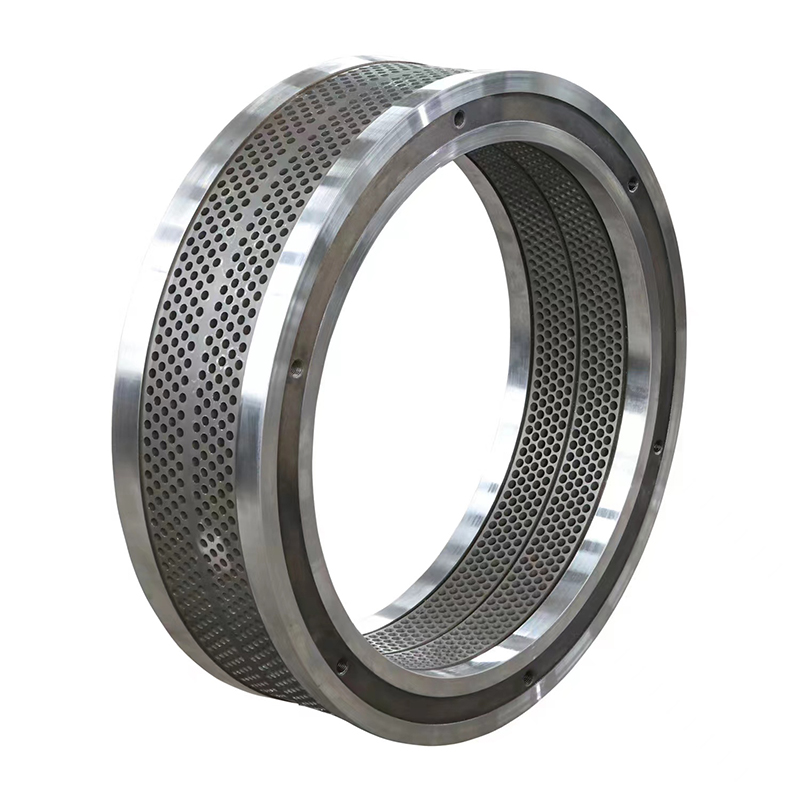
Aukštos kokybės medžio granulių žiedinė forma














Aukštos kokybės medžio granulių žiedinė forma
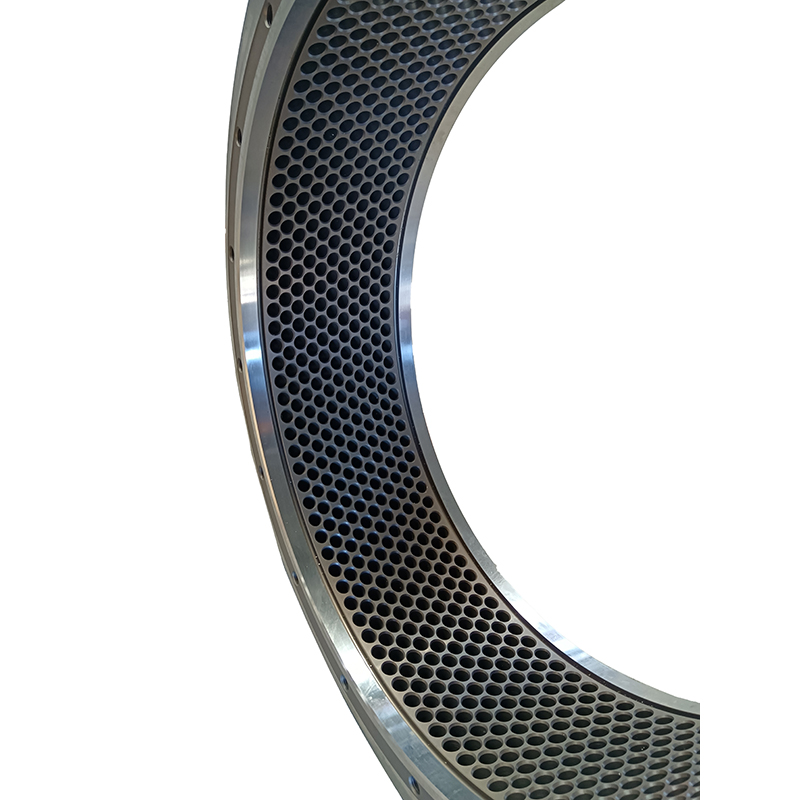
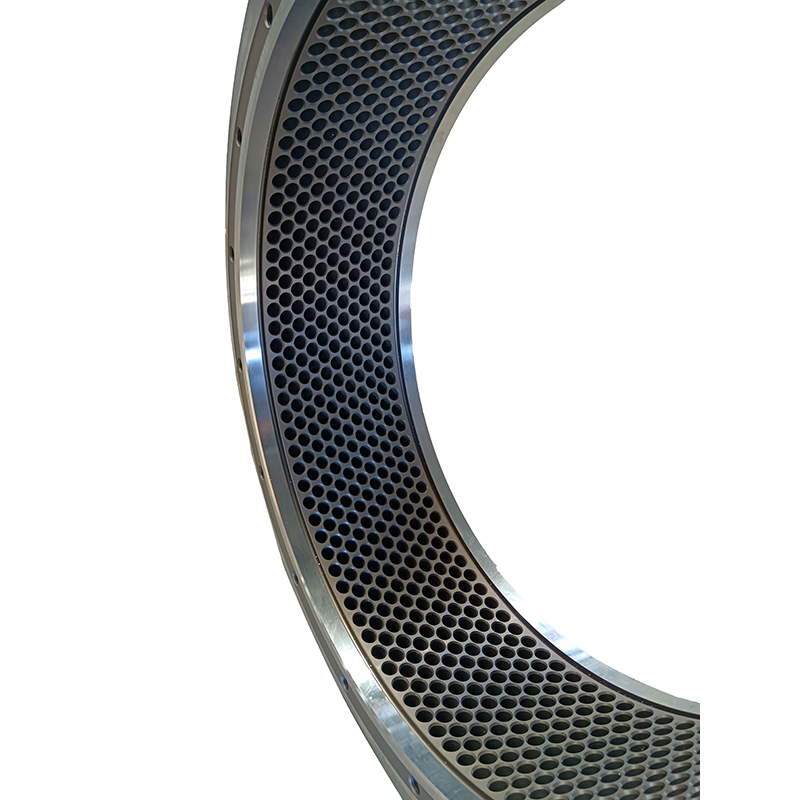
Medienos granulių medžiagai naudojamo granulių malūno apertūros diapazonas yra nuo 5,0 iki 18,0 mm, o ilgio ir angos santykis arba suspaudimo santykis yra nuo 1:4 iki 1:10.
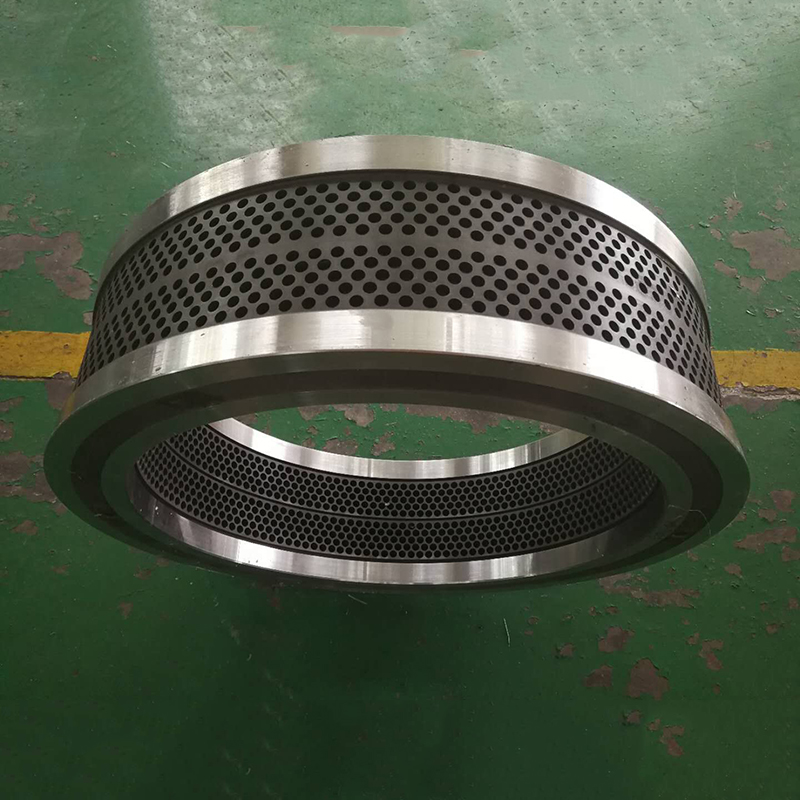
Medienos granulių mašinos žiedinio matricos suspaudimo laipsnis nustatomas pagal žaliavą.Skirtingų žaliavų suspaudimo laipsnis yra skirtingas, kuo kietesnės žaliavos, tuo mažesnis suspaudimo laipsnis;kuo puresnės žaliavos, tuo didesnis suspaudimo laipsnis. Tai reiškia, kad puresnes žaliavas lengviau spausti ir formuoti, puresnėse žaliavose yra daugiau pluošto, o turinčiose daugiau pluošto medžiagos lengviau formuoti formą.
Visų pirma, remiantis prielaida, kad pasirenkant aukštos kokybės žiedinį štampą, reikia atsižvelgti į gamybos medžiagų proporciją, pasirinkti tinkamą štampavimo skylės formą, atidarymo greitį ir suspaudimo laipsnį (suspaudimo laipsnis = efektyvus štampavimo angos ilgis / štampavimo angos skersmuo ).Laikydamiesi prielaidos, kad bus garantuotas žiedinio štampo stiprumas, pagerinkite žiedinio štampavimo angos atidarymo greitį. Kai kurių rūšių medžiagoms esant tinkamam suspaudimo laipsniui, žiedo formos sienelė yra per plona, todėl žiedinio štampo stiprumo nepakanka, gamyboje įvyks pelėsių sprogimas, šiuo metu turėtų būti garantuotas efektyvus žiedinio štampo angos ilgis pagal prielaidą, padidinti žiedinio štampo storį ir padidinti slėgio mažinimo angą.
Žiedinio matricos suspaudimo laipsnis yra efektyvaus žiedinio štampavimo angos ilgio ir mažiausio žiedinio štampavimo angos skersmens santykis, kuris yra rodiklis, atspindintis medienos granulių mašinos ekstruzijos stiprumą.Kuo didesnis suspaudimo laipsnis, tuo stipresnės išspaudžiamos medienos dalelės.
Hanpai žiedinė forma skirta spręsti žiedinių formų įtrūkimų ir mažos gamybos medienos granulių gamybos procese problemas.O kombinuoto kietėjimo proceso naudojimas gali padidinti tarnavimo laiką daugiau nei 50%.