ਲੱਕੜ ਦੀ ਗੋਲੀ ਰਿੰਗ ਉੱਲੀ ਉੱਚ ਗੁਣਵੱਤਾ














ਲੱਕੜ ਦੀ ਗੋਲੀ ਰਿੰਗ ਉੱਲੀ ਉੱਚ ਗੁਣਵੱਤਾ
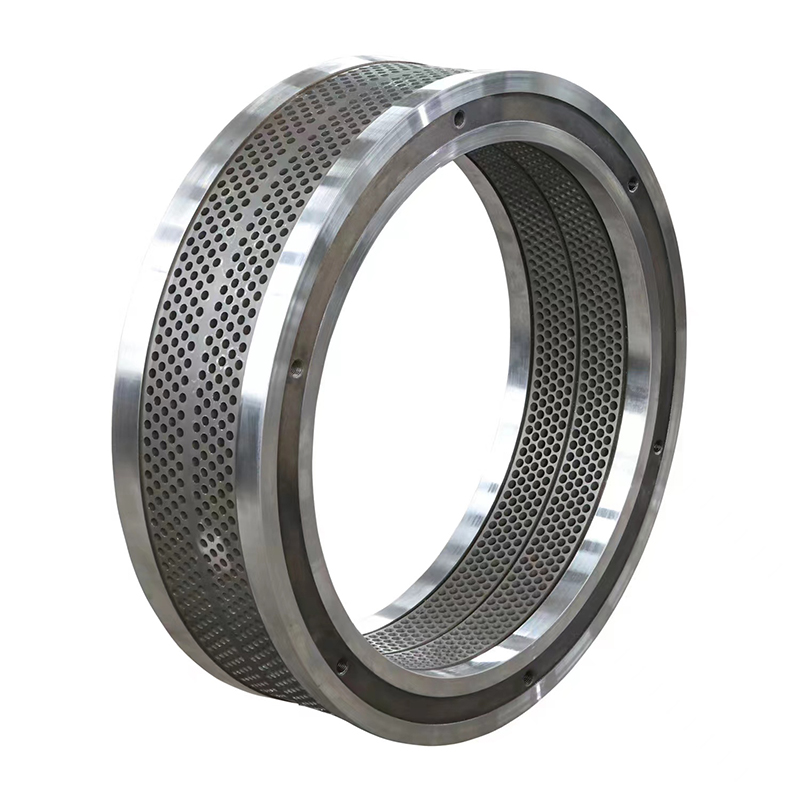
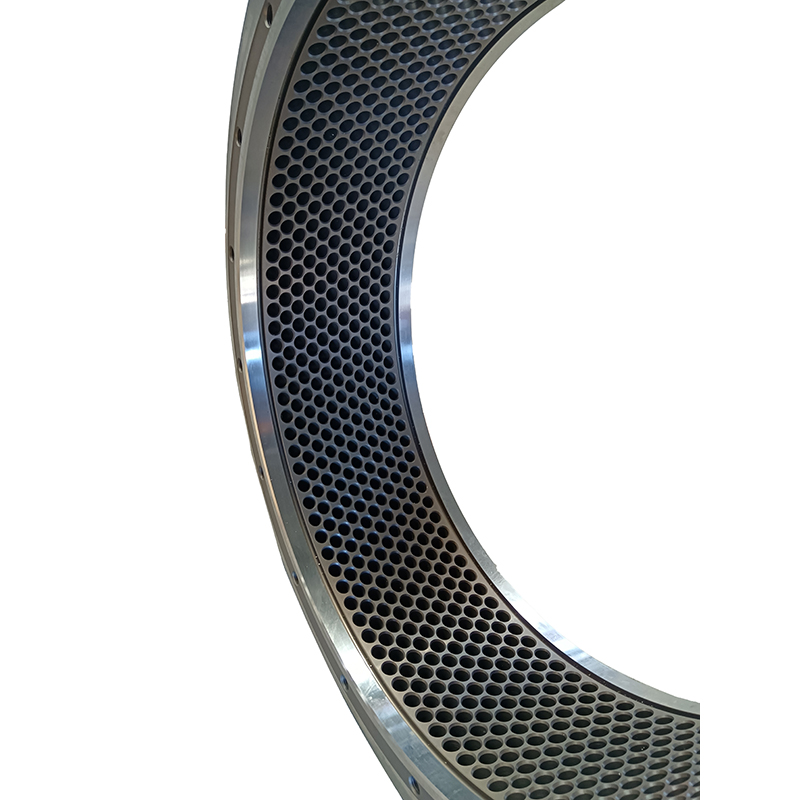
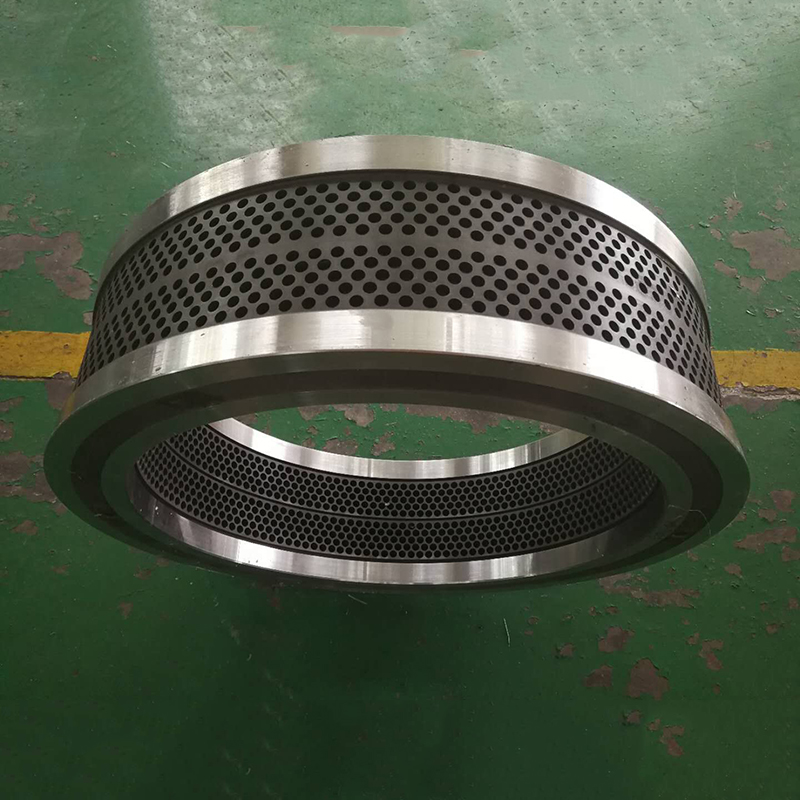
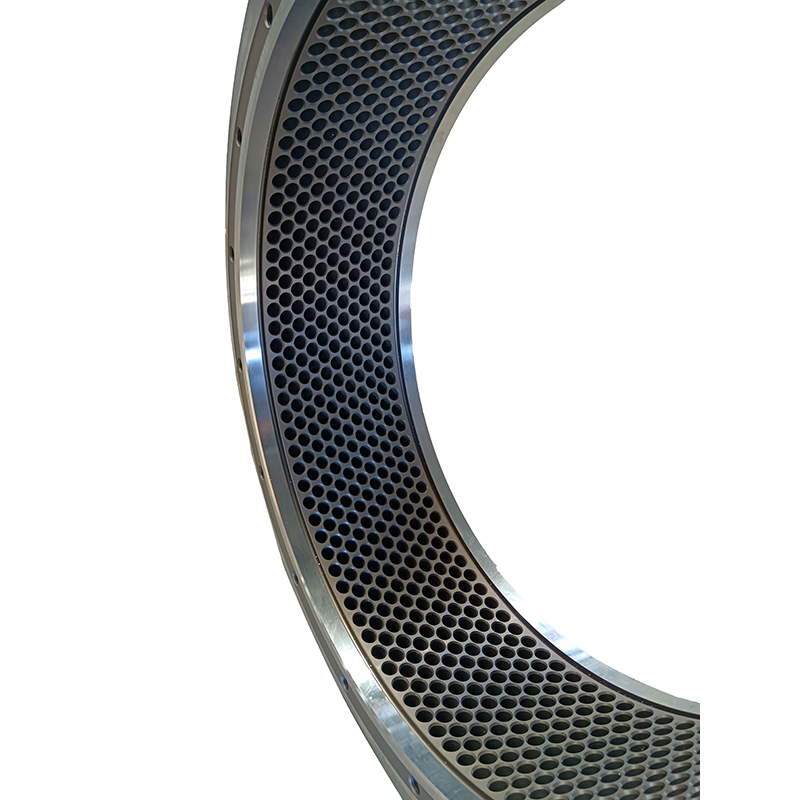
ਲੱਕੜ ਦੀ ਪੈਲੇਟ ਸਮੱਗਰੀ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਪੈਲਟ ਮਿੱਲ ਡਾਈ ਦੀ ਅਪਰਚਰ ਰੇਂਜ 5.0-18.0mm ਦੇ ਵਿਚਕਾਰ ਹੈ, ਅਤੇ ਲੰਬਾਈ-ਐਪਰਚਰ ਅਨੁਪਾਤ, ਜਾਂ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ, 1:4-1:10 ਦੇ ਵਿਚਕਾਰ ਹੈ।
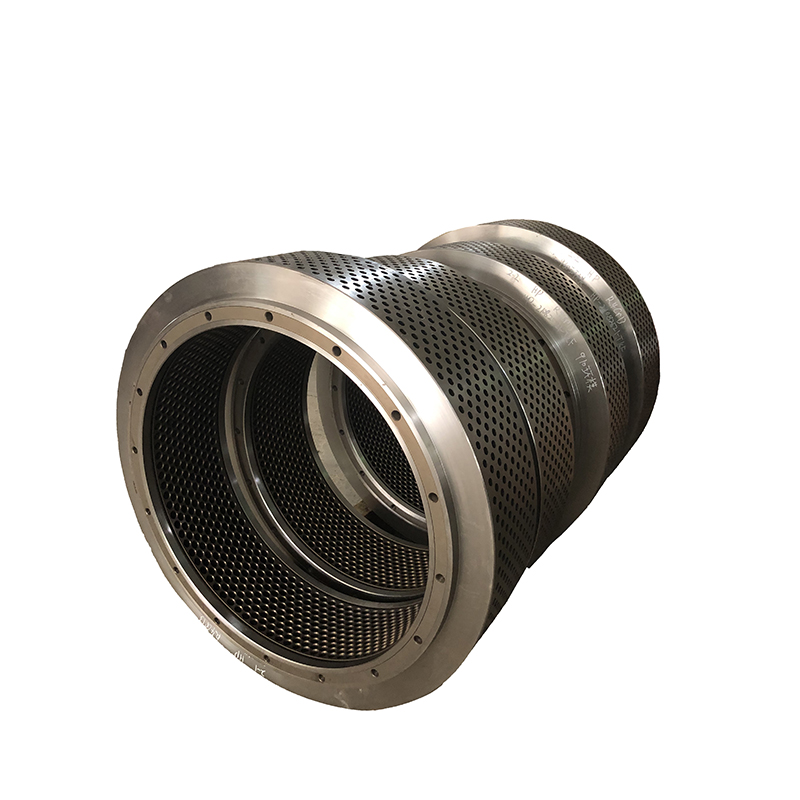
ਲੱਕੜ ਦੀ ਪੈਲੇਟ ਮਸ਼ੀਨ ਲਈ ਰਿੰਗ ਡਾਈ ਦਾ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਕੱਚੇ ਮਾਲ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.ਵੱਖ-ਵੱਖ ਕੱਚੇ ਮਾਲ ਦਾ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਵੱਖਰਾ ਹੈ, ਔਖਾ ਕੱਚਾ ਮਾਲ, ਛੋਟਾ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ;ਫਲੱਫੀਅਰ ਕੱਚਾ ਮਾਲ, ਵੱਡਾ ਸੰਕੁਚਨ ਅਨੁਪਾਤ . ਭਾਵ, ਫਲੱਫੀਅਰ ਕੱਚੇ ਮਾਲ ਨੂੰ ਦਬਾਉਣ ਅਤੇ ਆਕਾਰ ਬਣਾਉਣਾ ਵਧੇਰੇ ਆਸਾਨ ਹੁੰਦਾ ਹੈ, ਫਲੱਫੀਅਰ ਕੱਚੇ ਮਾਲ ਵਿੱਚ ਵਧੇਰੇ ਫਾਈਬਰ ਹੁੰਦੇ ਹਨ, ਵਧੇਰੇ ਫਾਈਬਰ ਸਮੱਗਰੀ ਰੱਖਣ ਵਾਲੇ ਆਕਾਰ ਨੂੰ ਬਣਾਉਣਾ ਆਸਾਨ ਹੁੰਦਾ ਹੈ।
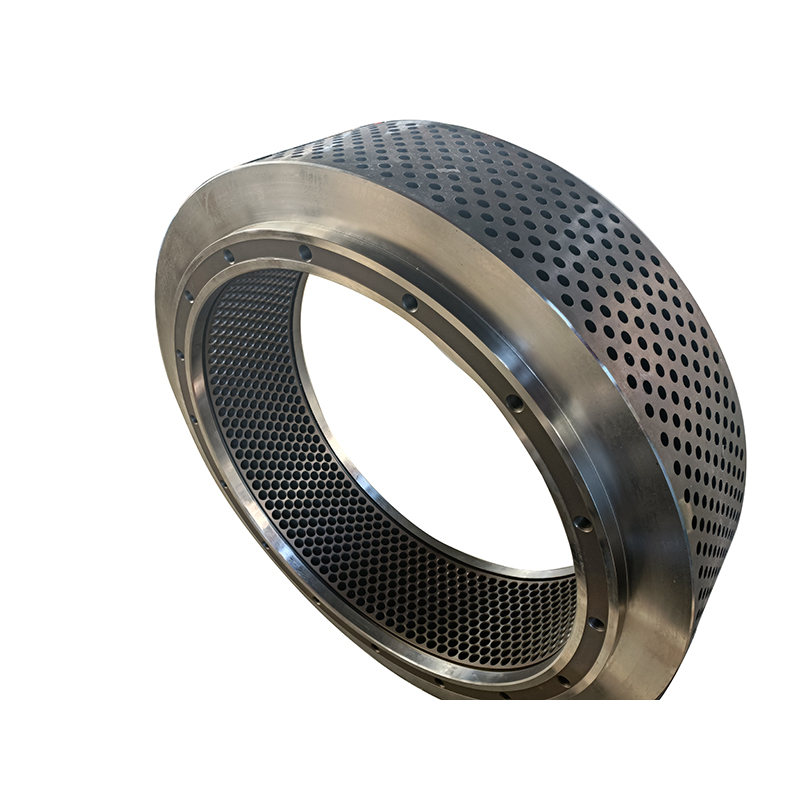
ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੀ ਰਿੰਗ ਡਾਈ ਦੀ ਚੋਣ ਕਰਨ ਦੇ ਆਧਾਰ 'ਤੇ, ਉਤਪਾਦਨ ਸਮੱਗਰੀ ਦੇ ਅਨੁਪਾਤ 'ਤੇ ਆਧਾਰਿਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਢੁਕਵੇਂ ਡਾਈ ਹੋਲ ਫਾਰਮ ਦੀ ਚੋਣ ਕਰੋ, ਓਪਨਿੰਗ ਹੋਲ ਰੇਟ ਅਤੇ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ (ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ = ਡਾਈ ਹੋਲ/ਡਾਈ ਹੋਲ ਵਿਆਸ ਦੀ ਪ੍ਰਭਾਵੀ ਲੰਬਾਈ) ).ਰਿੰਗ ਡਾਈ ਤਾਕਤ ਦੀ ਗਰੰਟੀ ਦੇ ਆਧਾਰ 'ਤੇ, ਰਿੰਗ ਡਾਈ ਦੀ ਸ਼ੁਰੂਆਤੀ ਮੋਰੀ ਦੀ ਦਰ ਵਿੱਚ ਸੁਧਾਰ ਕਰੋ। ਕੁਝ ਕਿਸਮ ਦੀ ਸਮੱਗਰੀ ਲਈ, ਵਾਜਬ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਦੀ ਸਥਿਤੀ ਵਿੱਚ, ਰਿੰਗ ਮੋਲਡ ਦੀ ਕੰਧ ਬਹੁਤ ਪਤਲੀ ਹੈ, ਤਾਂ ਜੋ ਰਿੰਗ ਡਾਈ ਤਾਕਤ ਕਾਫ਼ੀ ਨਾ ਹੋਵੇ, ਉਤਪਾਦਨ ਵਿੱਚ ਉੱਲੀ ਦਾ ਧਮਾਕਾ ਹੋਵੇਗਾ, ਇਸ ਸਮੇਂ ਅਧਾਰ ਦੇ ਅਧੀਨ ਗਾਰੰਟੀ ਰਿੰਗ ਡਾਈ ਹੋਲ ਦੀ ਪ੍ਰਭਾਵੀ ਲੰਬਾਈ ਵਿੱਚ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਰਿੰਗ ਡਾਈ ਦੀ ਮੋਟਾਈ ਨੂੰ ਵਧਾਓ ਅਤੇ ਦਬਾਅ ਰਾਹਤ ਮੋਰੀ ਨੂੰ ਵਧਾਓ।
ਰਿੰਗ-ਡਾਈ ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਰਿੰਗ ਡਾਈ ਹੋਲ ਦੀ ਪ੍ਰਭਾਵੀ ਲੰਬਾਈ ਅਤੇ ਰਿੰਗ ਡਾਈ ਹੋਲ ਦੇ ਘੱਟੋ-ਘੱਟ ਵਿਆਸ ਦਾ ਅਨੁਪਾਤ ਹੈ, ਜੋ ਕਿ ਲੱਕੜ ਦੀ ਪੈਲੇਟ ਮਸ਼ੀਨ ਦੀ ਐਕਸਟਰਿਊਸ਼ਨ ਤਾਕਤ ਨੂੰ ਦਰਸਾਉਂਦਾ ਇੱਕ ਸੂਚਕਾਂਕ ਹੈ।ਕੰਪਰੈਸ਼ਨ ਅਨੁਪਾਤ ਜਿੰਨਾ ਵੱਡਾ ਹੋਵੇਗਾ, ਬਾਹਰ ਕੱਢੇ ਗਏ ਲੱਕੜ ਦੇ ਕਣ ਓਨੇ ਹੀ ਮਜ਼ਬੂਤ ਹੋਣਗੇ।
ਹੈਨਪਾਈ ਰਿੰਗ ਮੋਲਡ ਲੱਕੜ ਦੇ ਗੋਲੇ ਦੇ ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਰਿੰਗ ਮੋਲਡ ਕ੍ਰੈਕਿੰਗ ਅਤੇ ਘੱਟ ਉਤਪਾਦਨ ਦੀਆਂ ਸਮੱਸਿਆਵਾਂ ਨੂੰ ਹੱਲ ਕਰਨ 'ਤੇ ਕੇਂਦ੍ਰਤ ਕਰਦਾ ਹੈ।ਅਤੇ ਮਿਸ਼ਰਿਤ ਸਖ਼ਤ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਵਰਤੋਂ 50% ਤੋਂ ਵੱਧ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਵਧਾ ਸਕਦੀ ਹੈ.