د بایو سرې ګرانولوټر ماشین / د لوړ تولید ماشین ډی پیلټ مل له چین څخه مړ کیږي



د بایو سرې ګرانولوټر ماشین / د لوړ تولید ماشین ډی پیلټ مل له چین څخه مړ کیږي
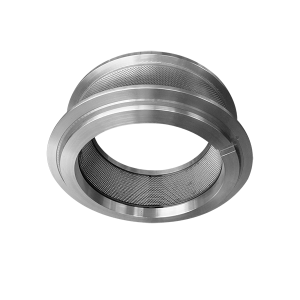
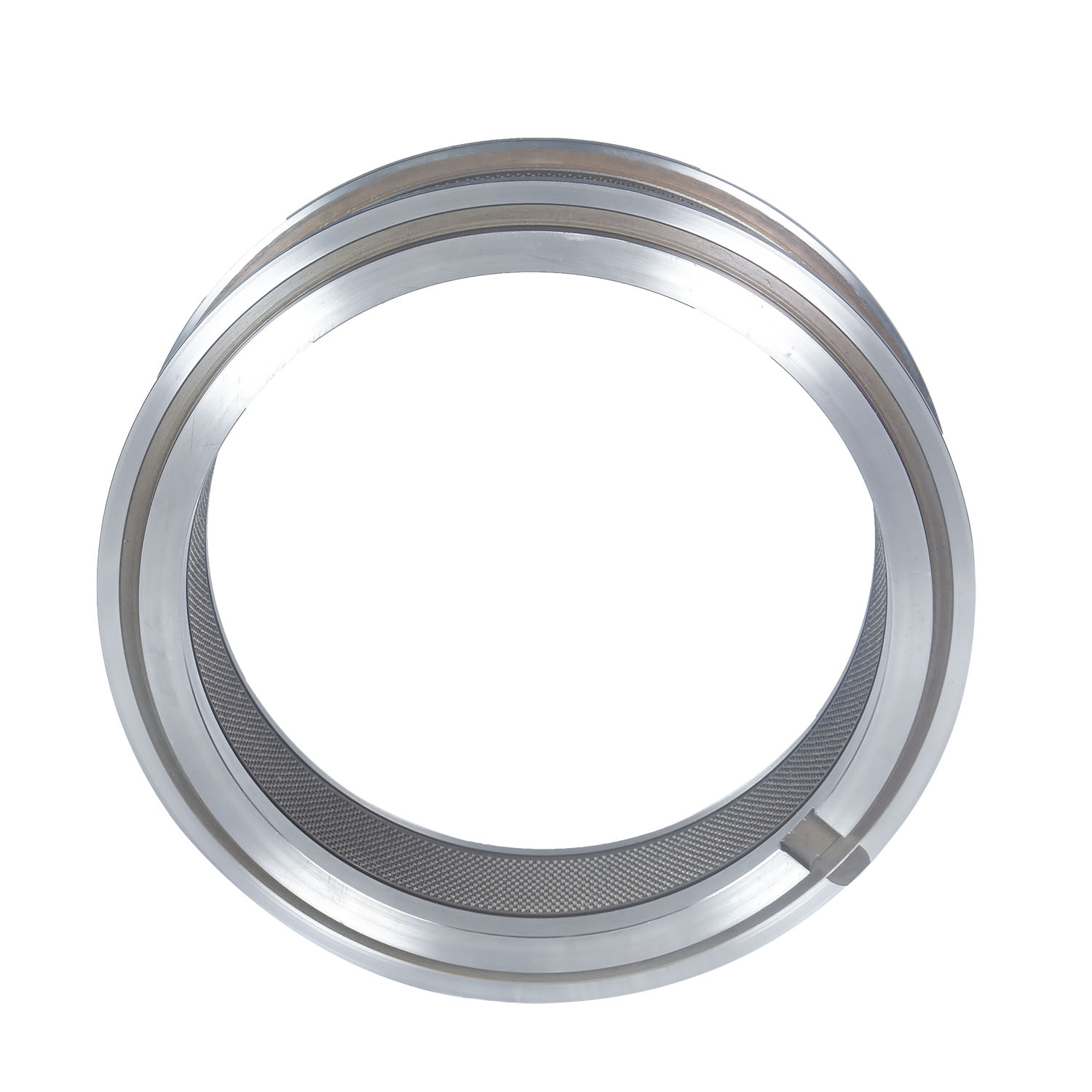
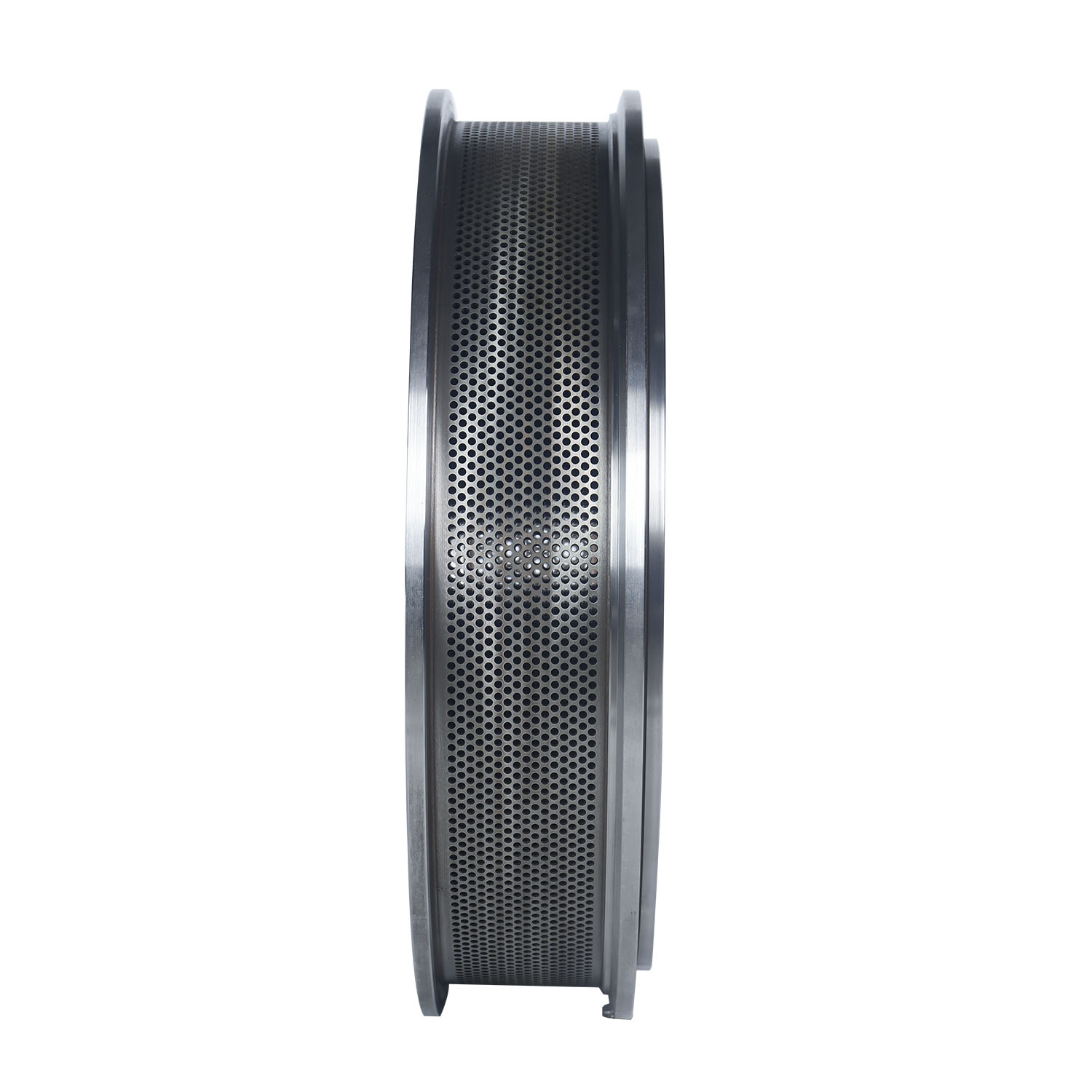
د سرې فارمول په عمده توګه د غیر عضوي سرې، عضوي سرې، معدني سرې او داسې نورو څخه جوړ شوی دی.په مرکب سري کې غیرعضوي سرې لکه یوریا د حلقوي مولډ ته زیان رسونکی دی، د حلقوي مرۍ سوري او داخلي مخروط سوري د معدني پواسطه په کلکه پوښل شوي، نو د حلقوي مولډ مواد باید د سټینلیس سټیل X46Cr13 غوره شي.د مرکب سرې حلقه ډای اپرچر عموما لوی دی، د 3.0-6.0mm تر منځ حد، د لوی رگڑ کثافاتو له امله، سوري خارج کول ستونزمن دي، نو د کمپریشن تناسب کوچنی دی، عموما د 1:4-1:6 ترمنځ.په ورته وخت کې، ځکه چې مرکب سرې باکتریا لري، د تودوخې درجه باید له 50-60 درجو څخه زیاته نشي، که نه نو واکسین به په اسانۍ سره ووژل شي.له همدې امله، مرکب سري د ټیټ دانه کولو تودوخې ته اړتیا لري، د حلقې موډل ضخامت په عمومي ډول پتلی وي.د مرکب سرې له امله چې د حلقې مرۍ سوري ته په جدي ډول پوښل کیږي ، په تولید کې د ماشین بندول اسانه دي ، او همدارنګه د حلقې مړینه په جدي ډول ککړوي ، کوم چې په مستقیم ډول د تولید موثریت او د حلقې د خدمت ژوند اغیزه کوي.خوشحاله مولډ د تولید موثریت ته وده ورکولو او د سرې ګولۍ مل مړ کولو وروستي خدمت ژوند ته وده ورکولو لپاره د ځانګړي تولید پروسې او جامع سطحي درملنې څخه کار اخلي.

د پیلیټ مل مړی د خلاصیدو سوري نرخ څومره دی؟
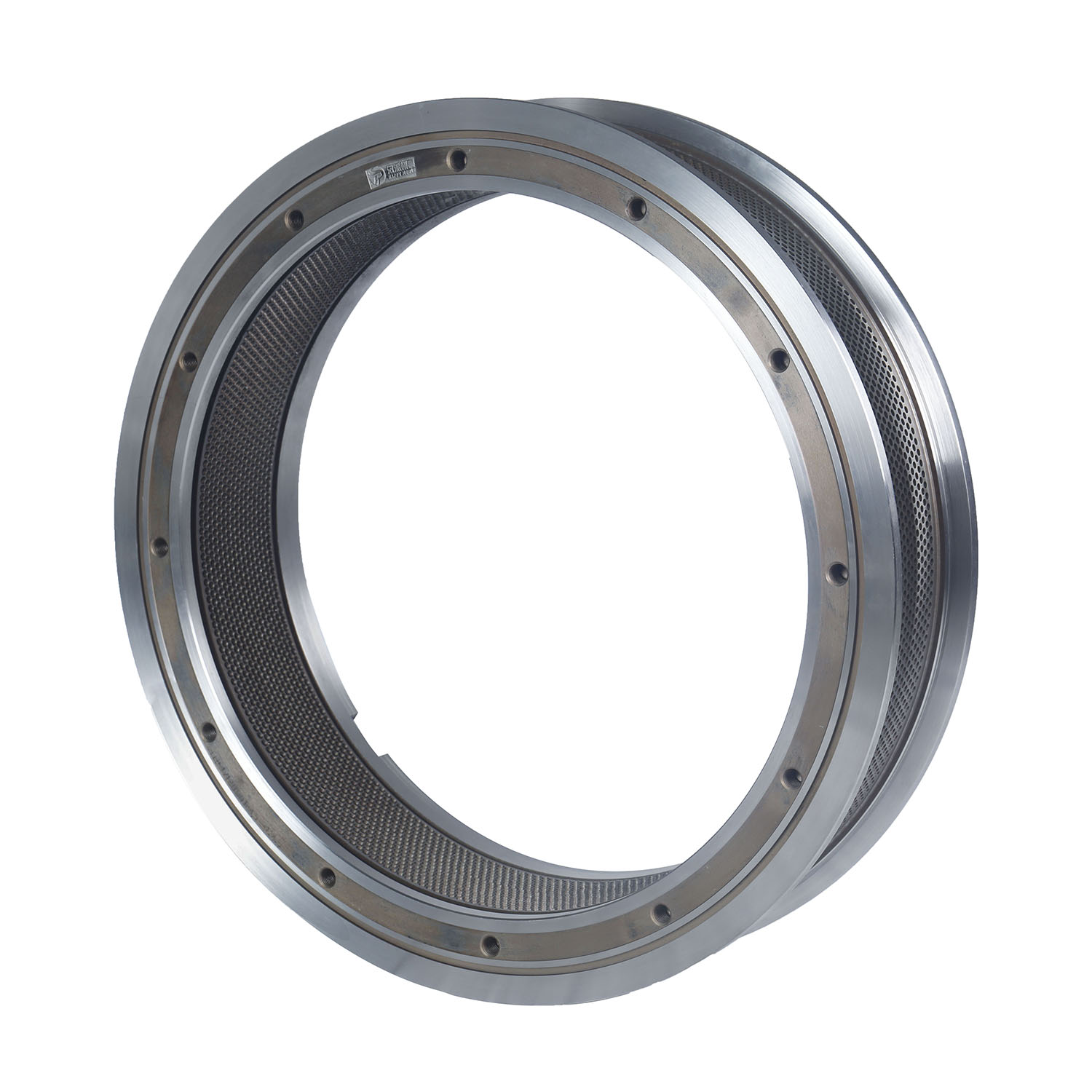
د Pellet Mill die opening rate = [(R/2)2×π×n] / د حلقې مرۍ کاري ساحه) (د ګولۍ مرۍ د داخلي دایرې داخلي احاطه سطحه او د پریس رول یو بل ته خارج شوی د حلقوي مړی کاري مخ دی )
R: د حلقې د سوري اندازه، n: د حلقې د سوري ټول شمیر
د دې فورمول څخه، موږ پوهیږو چې کله د سوري اندازه ټاکل کیږي، په حلقه کې ډیر سوري مړه کیږي، د حلقې د خلاصیدو لوړ سوري کچه مړه کیږي.
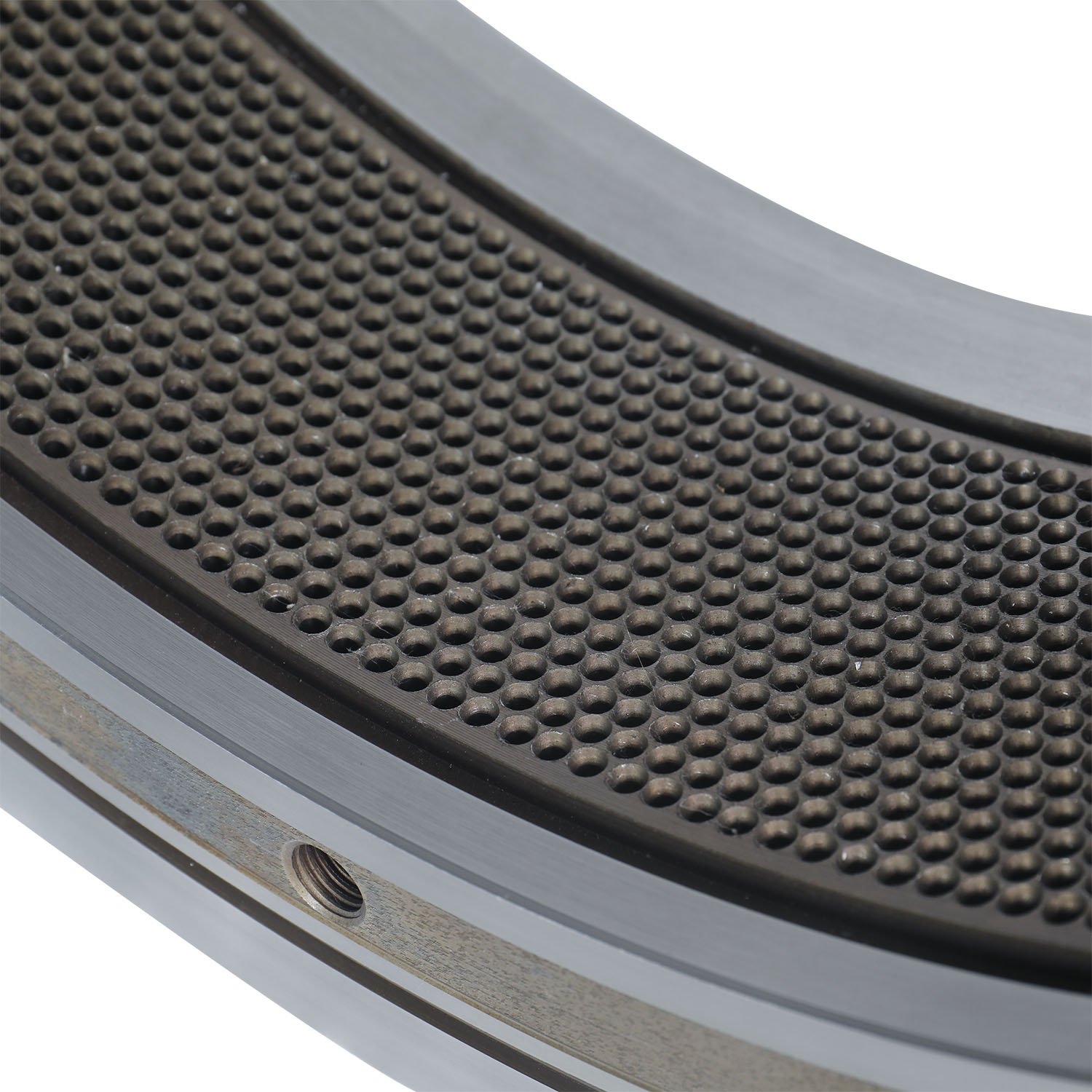
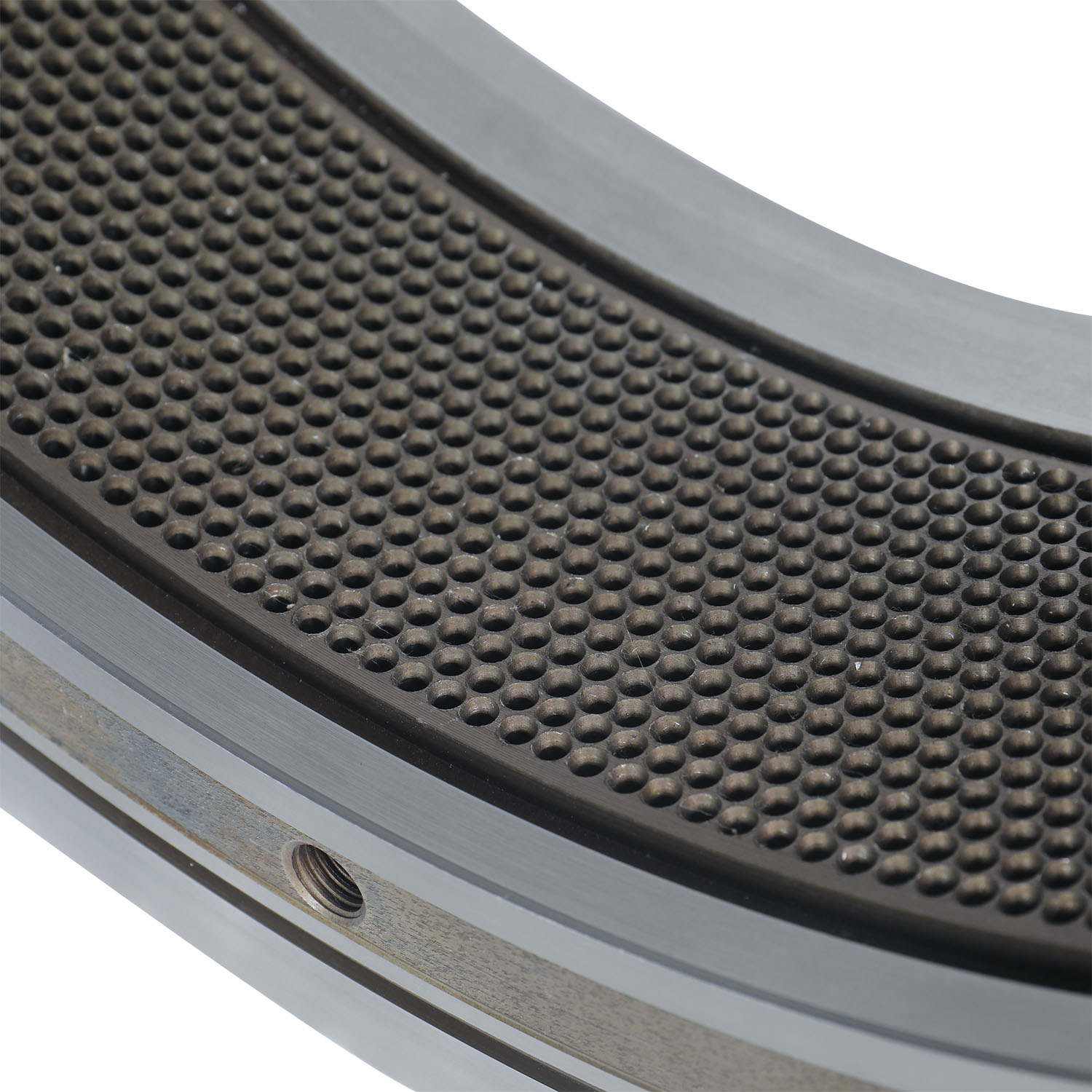
د خلاصون سوراخ څه شی دی؟
یو متمرکز سوري چې قطر یې د پیلیټینګ سوراخ څخه یو څه لوی وي او په مساوي ډول د مرمۍ د مل په خارجي محیطي سطح کې توزیع کیږي.
یادونه: کله چې د اپرچر لخوا ضرب شوي د کمپریشن تناسب د حلقې ډیز لږترلږه ډیزاین ضخامت ته ونه رسیږي، د حلقې ډیډ ضخامت باید د حلقې ډیډ خوندیتوب اړتیاو پوره کولو لپاره ډیر شي. سوراخ خلاص کړئ.

عضوي سرې د چرګانو سرې ګولۍ
د چرګانو سري سري ګولۍ مل مړ کیږي
عضوي سرې pletizer
د چین تولید کونکي ګرانولیټر رینګ ډای