ලී පෙති මුද්ද අච්චුව උසස් තත්ත්වයේ














ලී පෙති මුද්ද අච්චුව උසස් තත්ත්වයේ
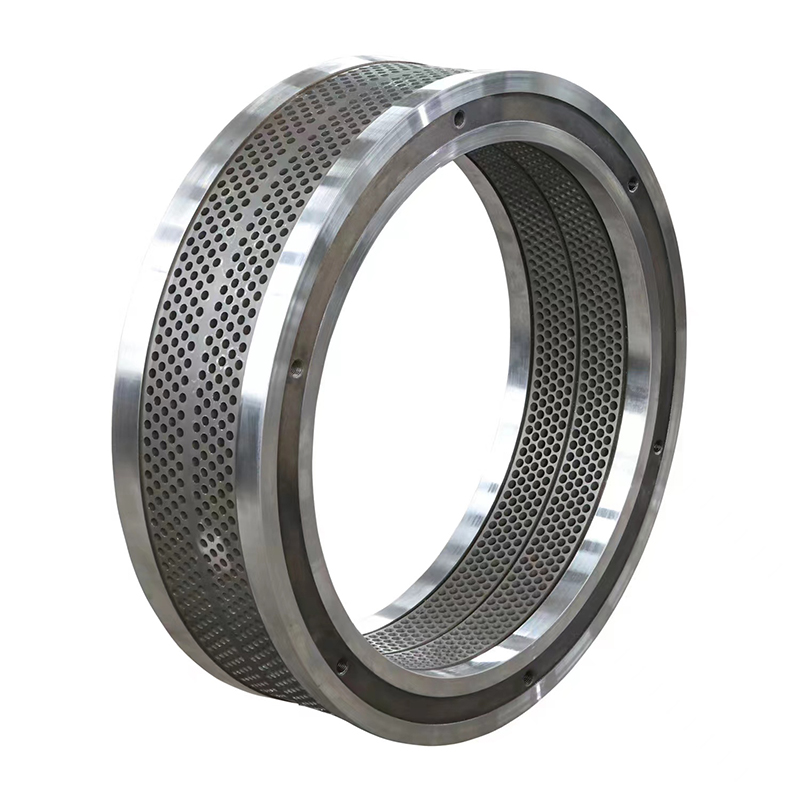
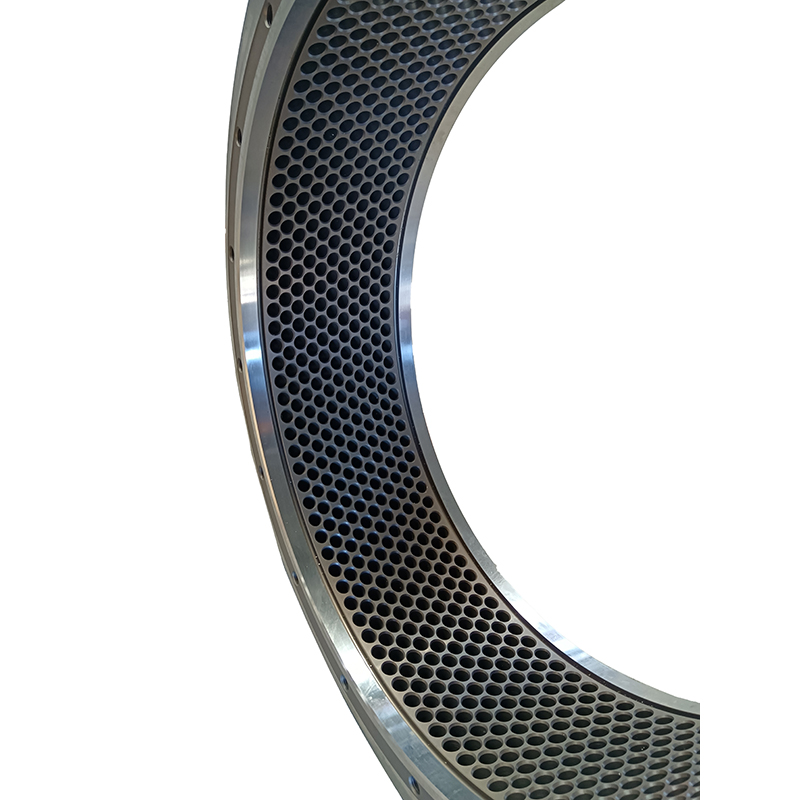
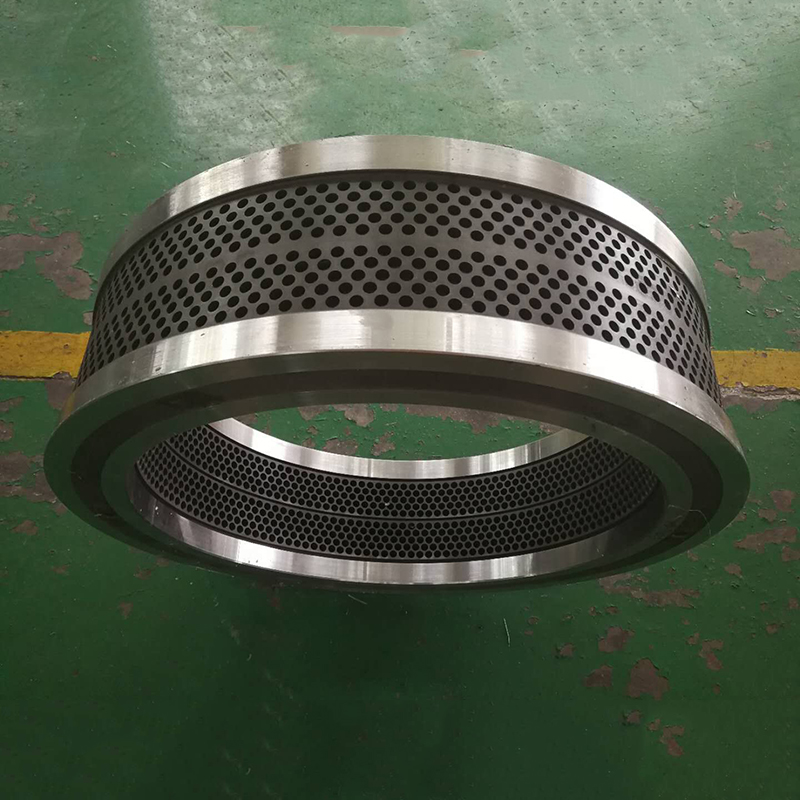
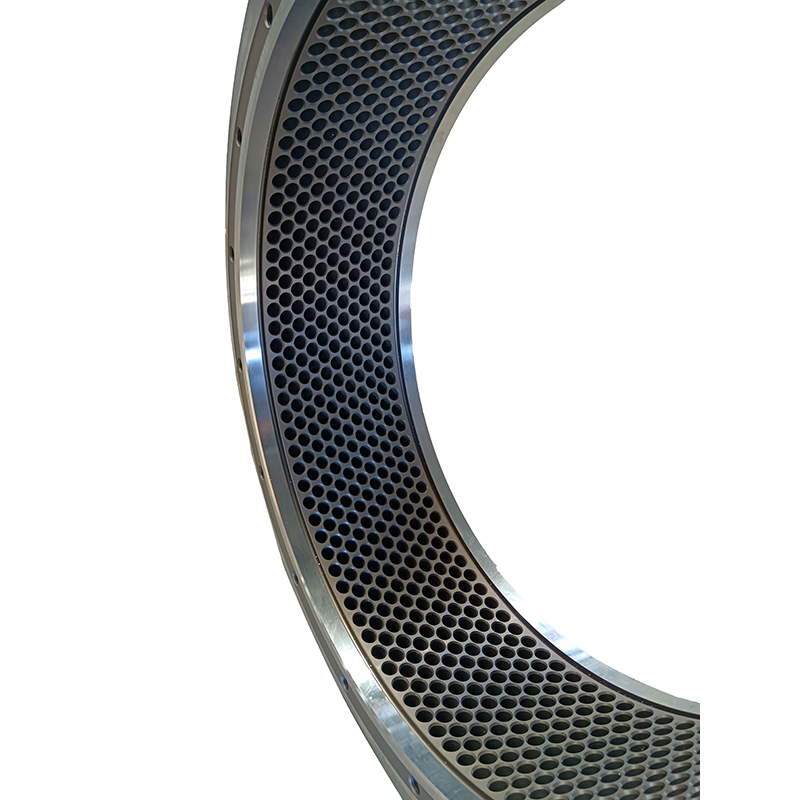
දැව පෙති ද්රව්ය සඳහා භාවිතා කරන පෙති මෝලෙහි විවරය පරාසය 5.0-18.0mm අතර වන අතර දිග-විවරය අනුපාතය හෝ සම්පීඩන අනුපාතය 1:4-1:10 අතර වේ.
දැව පෙති යන්ත්රය සඳහා මුද්ද ඩයි හි සම්පීඩන අනුපාතය අමුද්රව්ය අනුව තීරණය වේ.විවිධ අමුද්රව්යවල සම්පීඩන අනුපාතය වෙනස් වේ, දෘඩ අමුද්රව්ය, කුඩා සම්පීඩන අනුපාතය;fluffier අමුද්රව්ය, විශාල සම්පීඩන අනුපාතය .එනම්, fluffier අමුද්රව්ය තද කිරීමට සහ හැඩය සෑදීමට වඩාත් පහසු වේ, fluffier අමුද්රව්යවල වැඩි තන්තු අඩංගු වේ, වැඩි තන්තු ද්රව්ය අඩංගු වීම හැඩය සෑදීමට පහසුය.
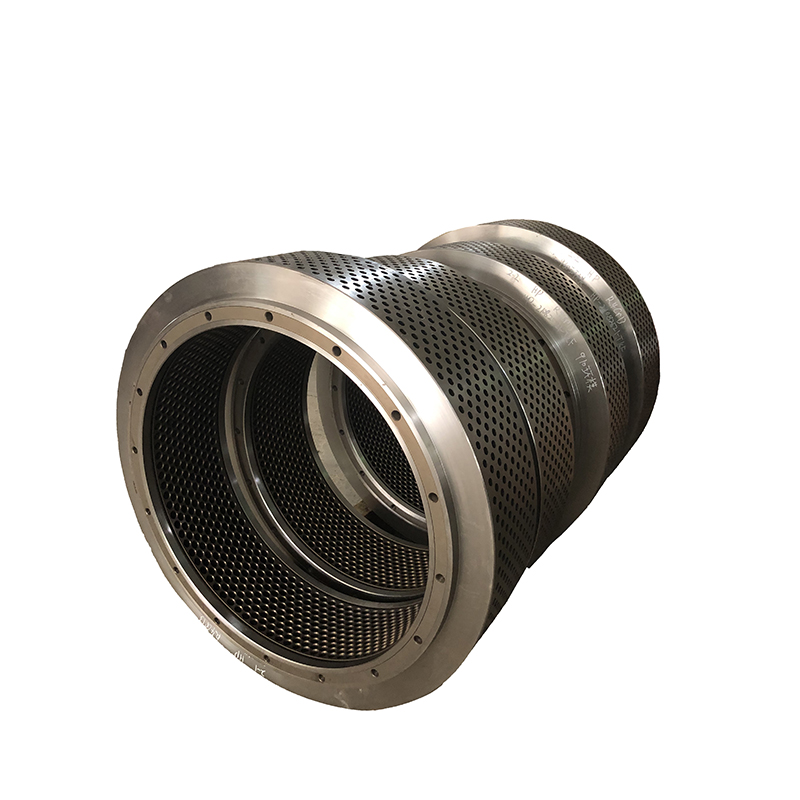
පළමුවෙන්ම, උසස් තත්ත්වයේ මුද්ද ඩයි තෝරාගැනීමේ පදනම යටතේ, නිෂ්පාදන ද්රව්යවල අනුපාතය මත පදනම් විය යුතුය, සුදුසු ඩයි කුහරය ආකෘතිය, විවෘත සිදුරු අනුපාතය සහ සම්පීඩන අනුපාතය තෝරන්න (සම්පීඩන අනුපාතය = ඩයි කුහරයේ / ඩයි කුහරයේ විෂ්කම්භයේ ඵලදායී දිග. )මුදු ඩයි ප්රබලත්වය සහතික කිරීමේ පදනම මත, මුදු ඩයි හි ආරම්භක සිදුරු අනුපාතය වැඩි දියුණු කරන්න. සමහර ද්රව්ය සඳහා, සාධාරණ සම්පීඩන අනුපාතයේ කොන්දේසිය යටතේ, මුද්ද අච්චු බිත්තිය ඉතා තුනී බැවින්, මුද්ද ඩයි ශක්තිය ප්රමාණවත් නොවේ, නිෂ්පාදනයේ පුස් පිපිරීමක් සිදුවනු ඇත, මෙම අවස්ථාවේදී සහතිකය විය යුතුය මුද්ද ඩයි කුහරය ඵලදායී දිග පරිශ්රය යටතේ , මුද්ද ඩයි ඝණකම වැඩි කිරීම සහ පීඩන සහන සිදුර වැඩි කිරීම.
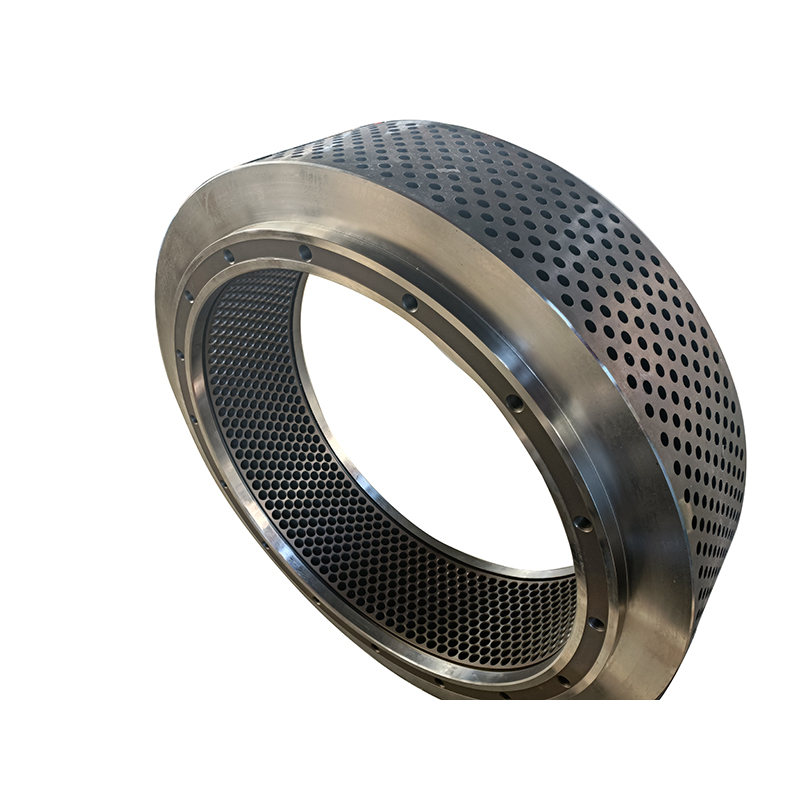
මුද්ද-ඩයි සම්පීඩන අනුපාතය යනු මුදු ඩයි කුහරයේ ඵලදායි දිගේ මුදු ඩයි කුහරයේ අවම විෂ්කම්භයට අනුපාතය වන අතර එය ලී පෙති යන්ත්රයේ නිස්සාරණ ශක්තිය පිළිබිඹු කරන දර්ශකයකි.සම්පීඩන අනුපාතය විශාල වන තරමට නිස්සාරණය කරන ලද දැව අංශු ශක්තිමත් වේ.
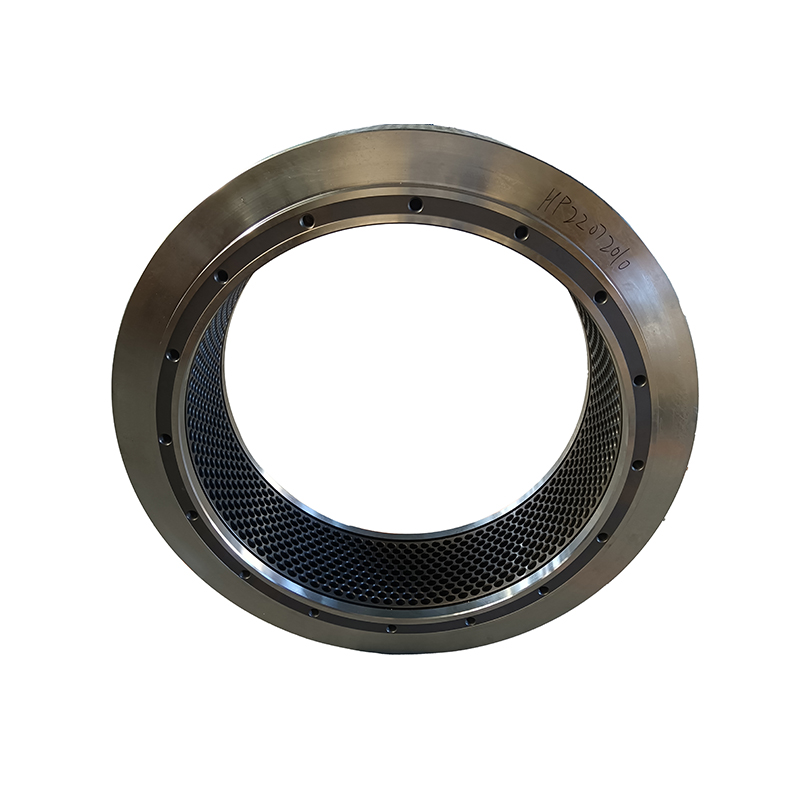
හන්පායි මුද්ද අච්චුව දැව පෙති නිෂ්පාදනය කිරීමේ ක්රියාවලියේදී මුද්ද අච්චුව ඉරිතැලීම සහ අඩු නිෂ්පාදනය පිළිබඳ ගැටළු විසඳීම කෙරෙහි අවධානය යොමු කරයි.තවද සංයෝග දැඩි කිරීමේ ක්රියාවලිය භාවිතා කිරීමෙන් සේවා කාලය 50% කට වඩා වැඩි කළ හැකිය.