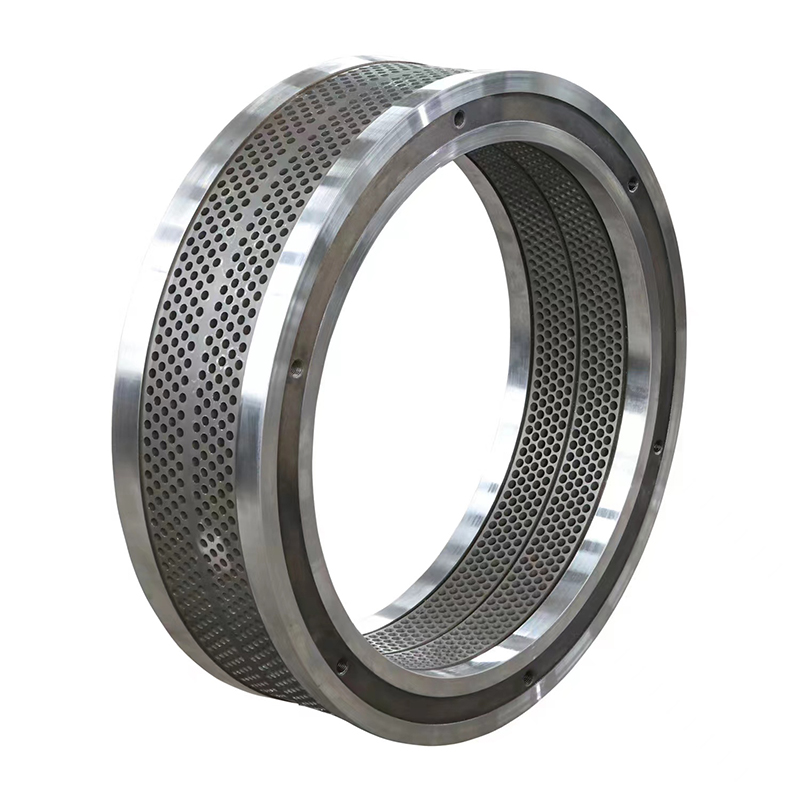
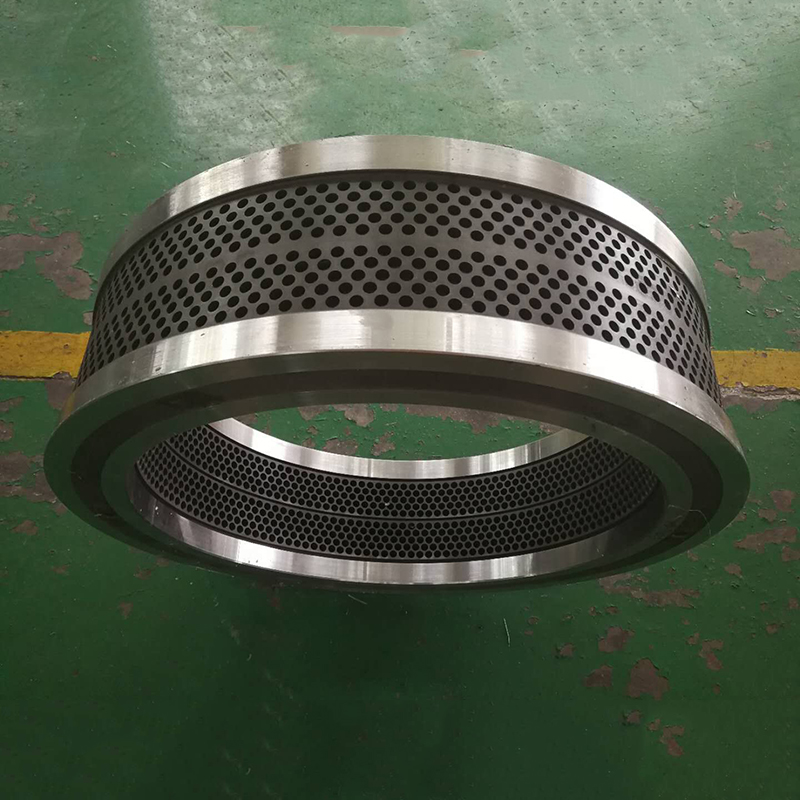
Ahşap pelet halka kalıbı yüksek kalite














Ahşap pelet halka kalıbı yüksek kalite
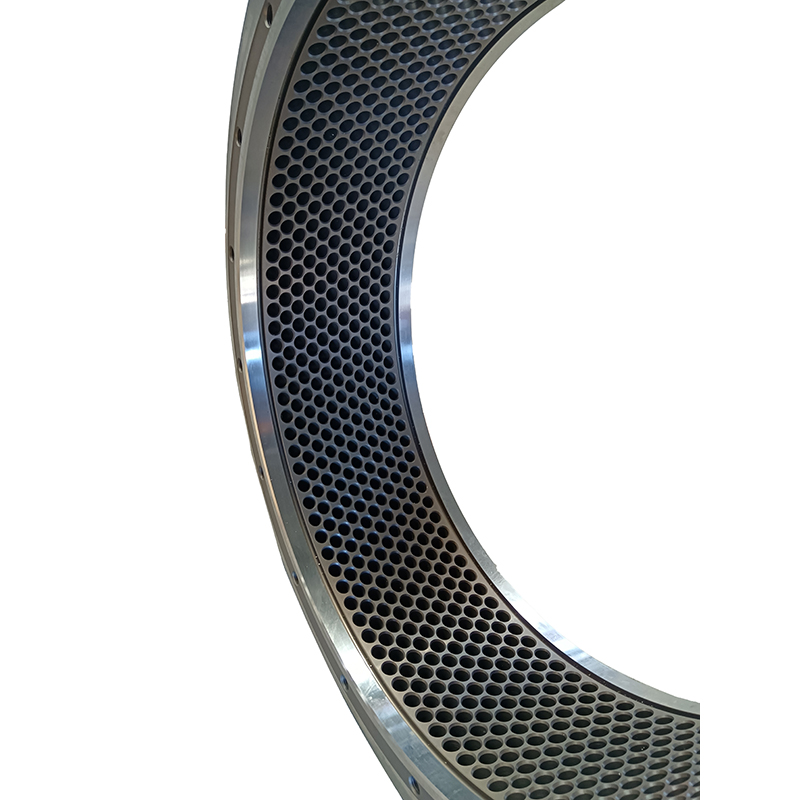
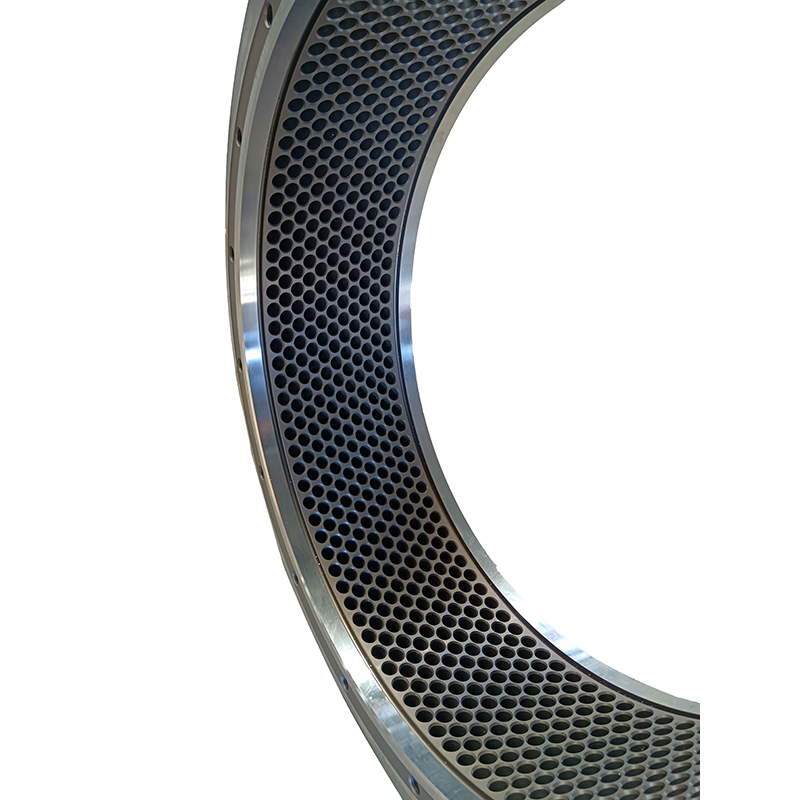
Odun pelet malzemesi için kullanılan pelet değirmen kalıbının açıklık aralığı 5,0-18,0 mm arasındadır ve uzunluk-açıklık oranı veya sıkıştırma oranı 1:4-1:10 arasındadır.
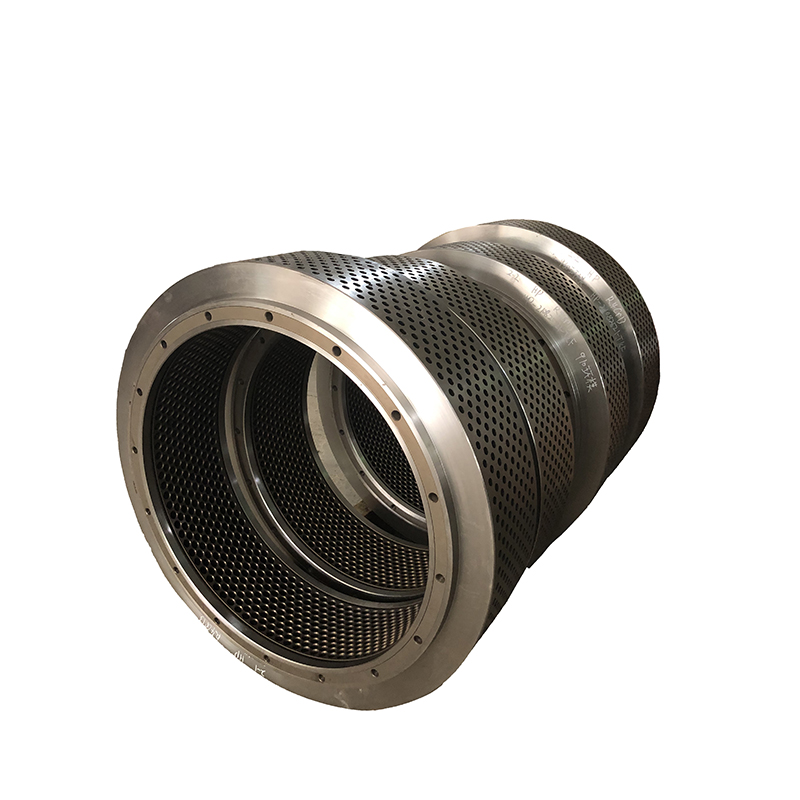
Odun pelet makinesinde halka kalıbın sıkıştırma oranı hammaddeye göre belirlenir.Farklı hammaddelerin sıkıştırma oranı farklıdır, daha sert hammaddeler, daha küçük sıkıştırma oranı;Daha yumuşak hammaddeler, daha büyük sıkıştırma oranıdır. Yani, daha yumuşak hammaddelerin preslenmesi ve şekillendirilmesi daha kolaydır, daha kabarık hammaddeler daha fazla elyaf içerir, daha fazla elyaf malzemesi içeren, şekil verilmesi daha kolaydır.
Her şeyden önce, yüksek kaliteli halka kalıbı seçme öncülü altında, üretim malzemelerinin oranına dayanmalı, uygun kalıp delik formunu seçmeli, delik açma oranını ve sıkıştırma oranını seçmelidir (sıkıştırma oranı = kalıp deliğinin etkin uzunluğu/kalıp deliği çapı). ).Halka kalıp mukavemetini garanti altına almak amacıyla, halka kalıbın açılma delik oranını artırın. Bazı malzeme türleri için, makul sıkıştırma oranı koşullarında, halka kalıp duvarı çok ince olduğundan halka kalıp mukavemeti yeterli değildir. Üretimde kalıp patlaması meydana gelecektir, bu sırada halka kalıp deliği etkin uzunluğu garanti edilmeli, halka kalıbın kalınlığı arttırılmalı ve basınç tahliye deliği arttırılmalıdır.
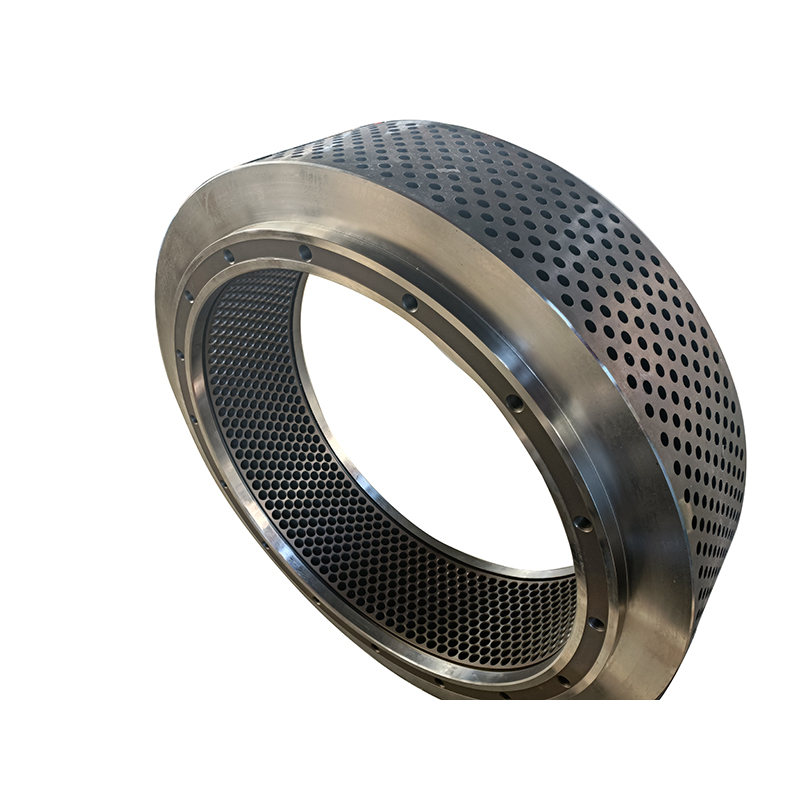
Halka kalıp sıkıştırma oranı, halka kalıp deliğinin etkin uzunluğunun halka kalıp deliğinin minimum çapına oranıdır; bu, ahşap pelet makinesinin ekstrüzyon mukavemetini yansıtan bir endekstir.Sıkıştırma oranı ne kadar büyük olursa, ekstrüde edilmiş ahşap parçacıkları da o kadar güçlü olur.
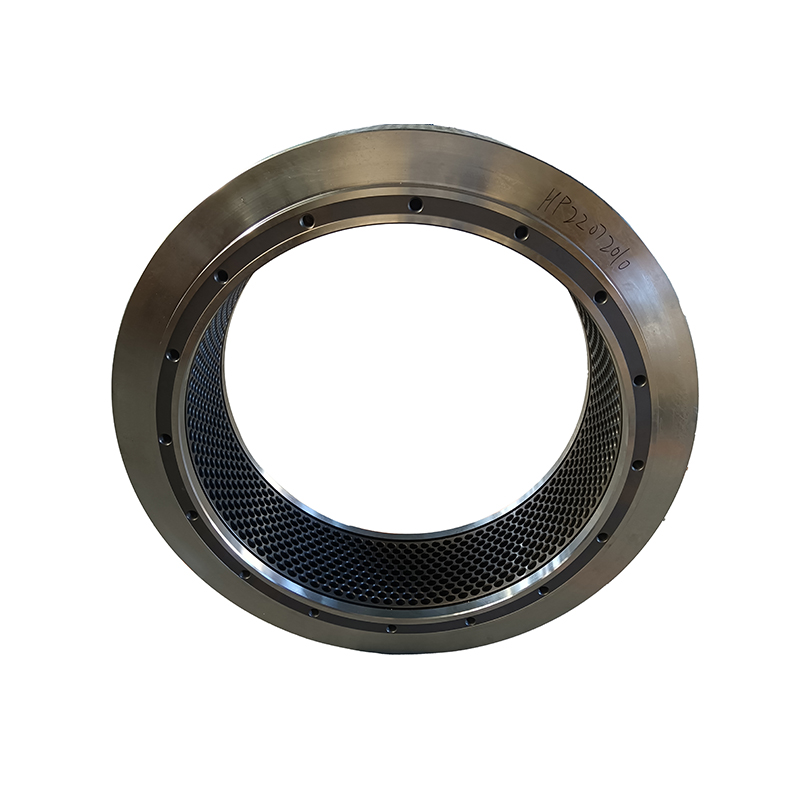
Hanpai halka kalıbı, ahşap pelet üretimi sürecinde halka kalıp çatlaması ve düşük üretim sorunlarını çözmeye odaklanmaktadır.Bileşik sertleştirme işleminin kullanılması servis ömrünü %50'den fazla artırabilir.